
Kapp Niles diamond form rolls for dressing of grinding wheels.
By: Martin Witzsch
In recent years, ceramically bonded tools have conquered applications that require highest precision. As such, they increasingly put other technologies in their shadow in terms of accuracy as well as efficiency, such as in gear manufacturing.
With ample time, any accuracy is possible. But the old saying “time is money” is more relevant than ever.
Large series manufacturing are often challenged to produce accurate, fast and cost efficient, all at the same time.
The best examples are automotive transmissions which have the highest demands on weight, noise and performance. The required precision, however, must not drive up production costs – a challenge for the machine tool industry.
The leading player for gear and profile grinding Kapp Niles, headquartered in Coburg, offers several solutions.
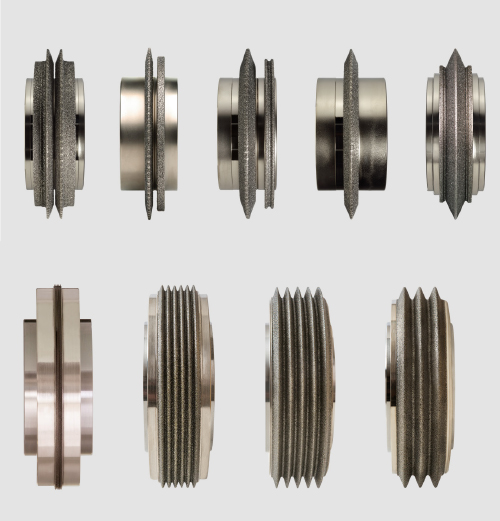
The Kapp Niles portfolio includes diamond dressing rolls suitable for various dressing processes.
Traditional grinding tools of the gear grinding industry are often galvanic tools. These tools consist of a high-precision ground, hardened steel body plated with a layer of CBN (Carbon Boron Nitride) or diamond — CBN is the second hardest material known, next to diamond.
A ceramic grinding body consists of a homogeneous structure which simplifies its manufacturing and reduces the cost. Contrary to the galvanically bonded tools, ceramically bonded alternatives are dressable — the end user is able to re-profile and sharpen them.
For years, Kapp Niles has had dressable, i.e. ceramic based tools and the corresponding high-precision diamond dressing tools in its product portfolio; their customer base continues to grow.
The advantages of this technology are significant. Non-dressable, galvancially bonded generating CBN tools can process 5,000 – 20,000 workpieces, depending on workpiece geometry and requirements, before they need to be sent in for replate.
Ceramic tools have to be dressed after only 20 – 100 workpieces, again, depending on the workpiece. But, these grinding tools do not need to be sent off-premises for refurbishing. Instead, this can be done inside the machine with appropriate diamond dressing tools (Image 1).

Image 1: A generating grinding worm during the grinding process (left) and while it is dressed (right)
That presents two challenges in one: the machine functionality is more complex and production has to be repeatedly interrupted for the dressing process; yet, the process is quite economical.
Even though, ceramically bonded, dressable tools do wear faster than non-dressable they can be repeatedly re-profiled using the appropriate diamond dressing tools. Depending on the application, a dressing tool can be used for many hundreds of dressing cycles.
One additional advantage is the consistent quality, despite the higher wear — a paradox? Ulrich Uebel, responsible for process development and product management of tools, solves the puzzle: “Over time, non-dressable tools show profile form errors and the cutting capacity decreases.
The more precise the manufacturing task, the sooner the tool needs to be replaced.
During the dressable grinding process, the profile of the ceramically bonded tool is repeatedly re-profiled and sharpened by a diamond-plated dressing tool. Sensors monitor the dressing process.
The quality of the ground workpieces is therefore very consistent, and remains so throughout the entire life cycle of the dressing tool.”
The time factor deserves close consideration also. For large size lots, ceramic tools allow for higher feed speeds and infeed, so the extra time expended for dressing is at least partially compensated for. Nevertheless, the dressing time cannot be reasoned away, but it is possible to minimize it.
Kapp Niles developed a series of diamond dressing tools that, depending on the grinding process, can also be used on non-Kapp Niles machines.
They include profile rolls, form rolls, and diamond dressing gears.
Grinding worms for traditional generating grinding allow for a continual production of workpieces with natural bias, which in large series production must be manufactured under strict time constraints.
Generating grinding can also be used to produce workpieces with targeted bias. This is called topological generating grinding.
In either case, the dressing time should be kept as short as possible even with complex form requirements for the grinding tool. Image 2 shows the portfolio.
Multi-ribbed, full form profile rolls are the newest and fastest member of the family and deserve special mentioning — they are the sprinters amongst the dressing tools.
Depending on the number of ribs, the dressing time can be reduced up to 2/3 compared to traditional diamond profile rolls.
These dressing rolls are workpiece specific, i.e. they are specifically developed for a unique workpiece with pre-defined geometry. These rolls are plated using a reverse galvanic plating process.
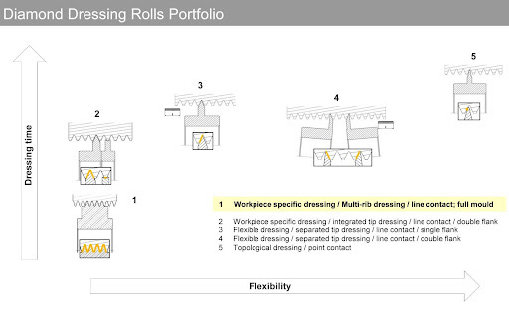
Image 2: Balancing dressing time and flexibility From large series manufacturing to prototype grinding there is a suitable dressing tool for each application
Further time savers are dressing rolls with integrated tip dresser, which in addition to dressing the ceramically bonded generating grinding worm to the workpiece profile also dress the tip of the worm at the same time.
This saves one extra step, as long one can do without the flexibility that separate dressing of the grinding tool outside diameter offers.
The illustration demonstrates the various levels of flexibility depending on the tool selection.
Topological dressing offers the highest flexibility: the dressing tool has single-point contact with the ceramic tool to generate just about any form. A typical application for such tool is prototype production.
Kapp Niles dressing rolls can be produced using either synthetic or natural diamond. Dressing rolls with small radii are reinforced with CVD inserts which are extremely wear resistant.
The profile accuracy is 2 µm, the module can be smaller than 1.0 mm.
Generating simulations calculate and determine the dressing tool geometries and allow for the manipulation of typical gear parameters such as profile modifications, root form and bias.
Depending on the extent of wear, the dressing rolls can be relapped or completely reprofiled.
The dressing of grinding wheels requires a so-called diamond form roll (Image 3).
The geometry of such tool consists mainly of a high-precision radius and is not as complex as that of a dressing roll for the generating grinding process.
The variety of tools is smaller, accordingly. There are two main types: rolls with single and rolls with double radius (Image 4).

Image 4: Diamond form rolls are available with single radius (left) and double radius (right). The latter offers small radii for high-precision profile grinding with high stability.
The latter are used for reasons of stability: the tool has less of a chance to lose its form through contact with the grinding wheel to be dressed, especially for tools with small radii.
Diamond form rolls are available with a radius ranging from 0.1 – 3 mm and a tool outside diameter from 50 – 230 mm.
Diamond form rolls allow for a profile accuracy of 2 µm (Image 5), same as dressing rolls.
There are two different types of plating of dressing tools. One type is CVD (Chemical Vapor Deposition) inserts which reinforce the profile.
![]()
Image 5: A grinding wheel in a transmission plant (left); the dressing is done by a diamond form roll (right)
Depending on the wear, CVD-reinforced dressers can be relapped 5 – 6 times and still guarantee the same profile quality. The alternative to CVD-reinforcements is sintered natural diamond.
This type is approx. 20 % less prone to wear compared to synthetic diamond. Diamond sintered form rolls, however, can rarely be relapped.
To round off its product palette, Kapp Niles also offers diamond dressing gears for honing rings. Due to process related reasons, these tools are plated with synthetic diamond. The profile accuracy is in the range of 2 µm depending on application. The module can be less than 1 mm.
Non-dressable CBN tools, by all means, are still warranted. Certain grinding applications require that ceramically bonded tools be reprofiled quite frequently.
In a worst case scenario, this could be so time-consuming that dressing becomes unattractive. Or the customer prefers the easier handling of non-dressable tools which is indeed an advantage. The trend, however, leans towards dressable tools.
Kapp Niles has positioned itself in this highly specialized market to be a supplier of machines, tools and processes. Uebel: “We can offer a customer an individually specified gear grinding process for just about any feasible workpiece. We are a turnkey systems partner and customers do not have to engage different suppliers.”
The author, Martin Witzsch, is a freelance journalist for Kapp Niles (www.witzsch.com)






