Technical look at the downstream impact of poor grinding on gear mesh, NVH, and backlash
Use cases: Automotive, aerospace transmission shafts
The microgeometry is more than a tolerance considered for high-precision systems such as aerospace actuators and automotive gearboxes; it defines their performance. Cylindrical grinding is a classic overlooked process affecting microgeometry. It might be considered as a surface preparation step after which some finishing is done, so its importance is felt. Excessive runout in shaft or bore grinding can cause concentricity errors, leading to greater NVH, lessening gear meshing, and quickening backlash. The SAE report on gear noise reduction explains that up to 40% of NVH problems are due to shaft misalignments and runout caused by insufficient grinding. In simple terms, cylindrical grinding quietly affects the precision in gear alignment, thereby affecting the longevity and performance of the assembly in the end.
The Role of Cylindrical Grinding in Gear Manufacturing
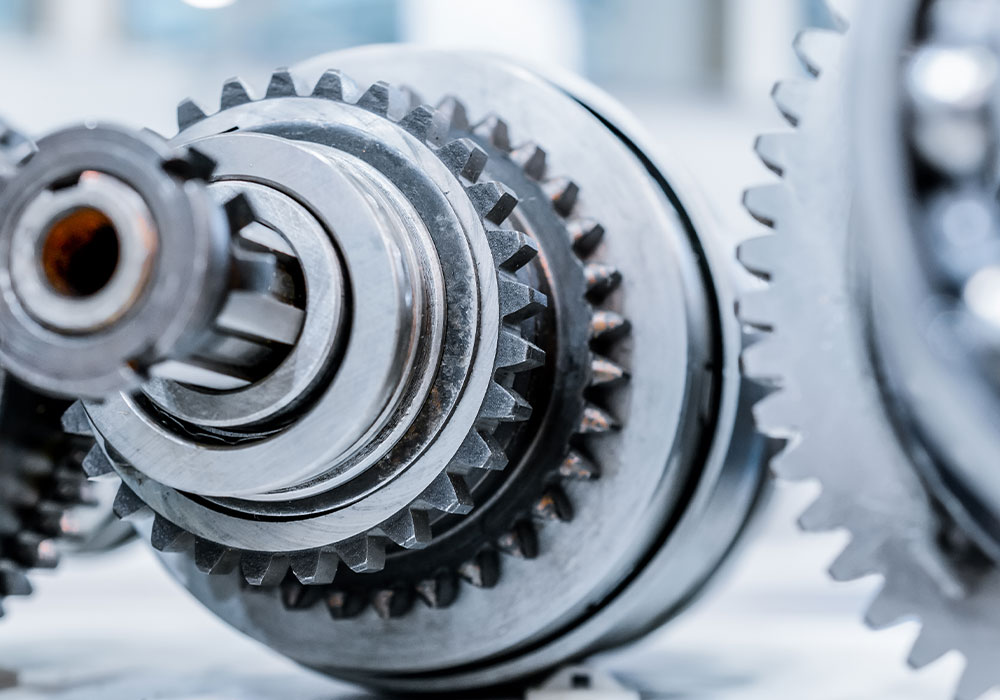
Cylindrical grinding is vital in assuring the geometric integrity of gear system components. It finds its place after turning and heat treatment but before gear cutting or assembly to ensure that the setups of bearing journals, gear blank OD/ID, bores, and shaft shoulders adhere to the tolerances of extreme roundness, straightness, and concentricity.
The ground surface will later be used as reference datums for hobbing, shaping, and broaching. If there is a mistake at this stage-taper, chatter, or runout-the flaw appears directly as gear tooth misalignment, causing pitch circle and axial placement inaccuracies. In high-performance systems, a mere 5 µm variation in shaft roundness may cause the gears to be miscentered, thereby resulting in uneven load sharing, noise, and premature wear.
Concentricity, Runout, and Roundness – What They Really Mean
In gear manufacturing, microscopic differences in geometry may produce macroscopic variations in system performance. There are three common terms that are often confused:
It may appear that these errors are negligible at a mere 5–10 microns, but they start multiplying during gear meshing. The shaft goes into slight runout variations from tooth to tooth, which affects backlash control, contact ratio, and noise. In high-speed gearboxes, those imperfections are an amplifier for vibrations and decrease the efficiency of the process while increasing the rate of component fatigue.
In cylindrical grinding, errors as small as 5-15 microns can cause significant meshing problems in precision gear systems. If a shaft is ground on a centre or has too much runout, the gear teeth will be inconsistently engaged. The misalignment creates a non-uniform load distribution, which ultimately affects NVH (noise, vibration, harshness) performance by increasing it.
Objectively speaking, severe gear mesh symptoms would be if a gearbox casing is whining, leads to vibrational resonance, and significantly wears gear teeth at a very rapid rate at high RPM. This is common when the intensity continues over time and conversation length and bearing contact (e.g., things are misaligned and there is a load on them). Even the nominal gap, backlash, between teeth is affected. This misalignment can create additional runout or will play with backlash for loops at excessive and improper over-millimetres, as runout can work to either tighten or loosen backlash each time it takes, involving poor repeatability and positional mistakes. This is a common issue umpteen times depending on how bad the patience is of a G366 or G569 gear to fix.
Ultimately, microgeometry flaws in grinding compromise macro-level performance.
A runout during cylindrical grinding is not always caused by imperfections in the piece itself; it can also occur during the grinding process. One key factor could be wheel eccentricity: the grinding wheel’s rotation may be slightly off-centre, resulting in micro-deviations in each pass. In other instances, incorrect chucking or fixture setup causes the workpiece to tilt off the true axis.
Thermal expansion over long grinding cycles contributes to precision loss, as machines heat at different rates and the spindle loses coaxial alignment. Worn or uneven grinding wheels worsen this by causing fluctuations in contact pressure, resulting in a wobbling effect during rotation. Even minor machine vibrations during traversal or rapid infeed can cause runout on the surface. All these factors, either independently or in combination, affect the concentricity of shafts or gear blanks, which in turn magnifies errors downstream during hobbing, shaping, or in the final gear mesh.
Runout and concentricity errors must be actively controlled during cylindrical grinding and not left to post-process inspection. Precision fixturing using highly concentric collets and mandrels guarantees parts are clamped on their true axis. Dynamic balancing of grinding wheels will even reduce such vibrations.
Today, grinding systems produced have adaptive control systems that detect wheel wear and vary the tool path or compensation values in real time. These in-process gauging systems, with Industry 4.0 connectivity, provide continuous feedback so immediate correction may be applied before any accumulative errors build up.
In the case of very expensive gear shafts, acoustic emission sensors and vibration monitors detect chatter, misalignment, or parallelism problems as they occur. Then, thermal modelling incorporated into the control software forecasts deformation of the machine and thus will pre-adjust axis paths or coolant flow.
All put together, these technologies take cylindrical grinding from the realm of reactive precision into predictive precision to assure the gear component is produced within very tight tolerances.
In electric vehicle (EV) powertrains, input and output shafts must have a Total Indicated Runout (TIR) of less than 5 µm for proper gear meshing and noise reduction. One EV OEM achieved a 30% reduction in noise, vibration, and harshness (NVH) performance measures just by optimizing cylindrical grinding concentricity with adaptive gauging and dynamic wheel balancing.
In helicopters, actuator gear shafts also need concentricity of better than sub-3 µm level for correct meshing during operation under dynamic flight force. One example, moving gear shafts to controlled precision cylindrical grinding cell resulted in greater than 40% reduction in gear misalignment, this action significantly advanced system reliability.
Ultimately, these examples offer evidence that increasing accuracy of component grinding by a few microns can lead to substantial benefits for gear systems requiring fast and torque sensitive performance.
Traditional measurement methods, such as dial gauges and CMMs, are useful for diameter and static runout, but they cannot usually detect a functional fault, such as runout under dynamic load. Gears do not function in isolation; their motion while rotating and bearing preload, whether noisy or cyclic loading, temperature, and other variables may be more important than geometry alone. This clarifies the importance of mapping rotational eccentricity, bearing fit load testing, and applied runout testing in these scenarios. Even if functional runout exceeds limits, a shaft with any diameter tolerances will still be problematic, especially in higher-tight meshes like EV drive units or aircraft gears. Geometric checks by inspection must be confirmed by operational integrity.
Cylindrical grinding is not simply a finishing operation – it is a process that dictates performance in gear manufacturing. The degree of, and tolerance associated with, runout, concentricity, and roundness directly governs how a gear will behave under load (i.e. NVH, transmission efficiency, and service life). A shaft or blank that wobbles or vibrates could destroy the performance of even the best gears. Gearmakers who are trying to be the best, particularly in the development of electric vehicles, aerospace applications, and high-speed systems, must not treat grinding as an afterthought; it is a critical precision process. Ultimately the quality of every gear starts with the accuracy of the surfaces they are mounted on.