A fundamental process for gear manufacturing, gear hobbing is a precise and accurate way to generate a gear tooth profile through a machine. Therefore, to achieve good quality in gear hobbing, these are the basic parameters that must be taken into consideration.
Material – Input Condition of CNC Blank
1.Blank face runout with respect to bore should be less than 25um. Direct relation of blank face runout for controlling
a.Lead angular error b. PCD run out.
2.Face parallelism should be less than 25um.
3.Bore size, ovality and taper must be maintained as per specification.
4.CNC Blank Hardness must be 150-180BHN for better hobbing quality and better hob life. If hardness is less, then hob glazing and excess bluntage takes place.
5.Both sides of the CNC blank bore should be free from dents and damages.
6.CNC blanks should have well separated pearlite and ferrite microstructure, and free from bainite structure for better tool life and distortion control.
Hobbing Fixture
1.Clamping with collet clamping or hydraulic expansion fixtures for zero clearance between part bore and clamping fixture. This takes care of controlling PCD runout and span size variation.
2.Part slippage in fixture needs to be checked during set up, and set the clamping force accordingly.
3.Part slippage torque should be checked in every shift.
4.Tail stock clamping force needs to be fixed as per part configuration.
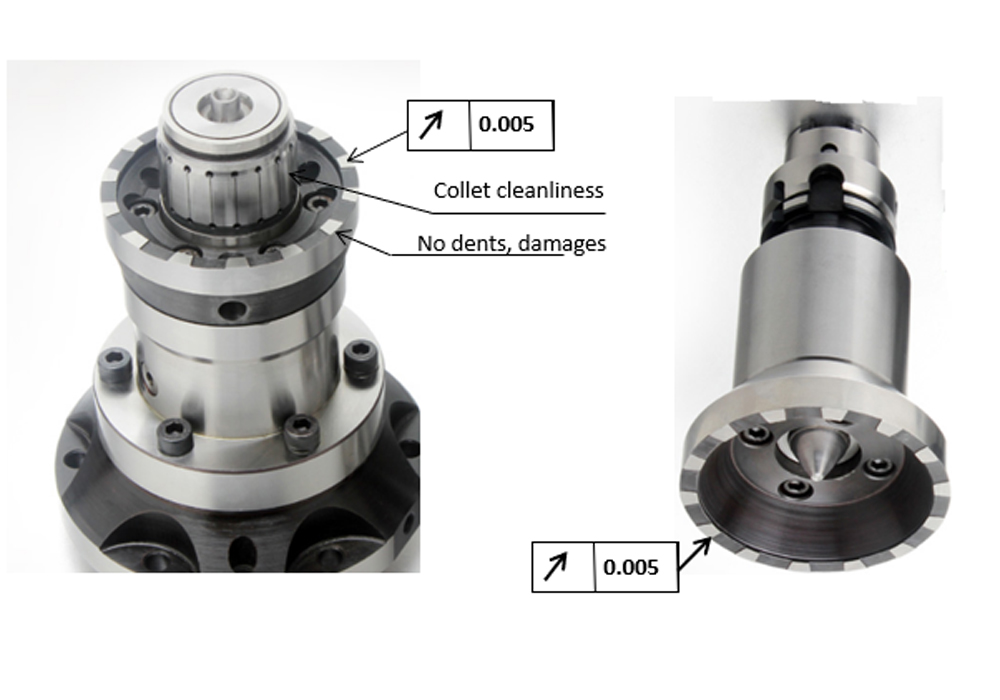
5. Collet life to be monitored and replaced as per decided frequency.
6. Fixture resting plate and clamping cap runout needs to be checked every day and maintained.
Doing so, will take care of the lead errors.
7. Runout master component must be checked during set up and at set frequency.
8. Fixture resting face, tail stock clamping cap, and collet must be cleaned after every shift.
Tool-Hob
1.Hob collar runout both side – Mounting side and clamping side should be less than <8um. This will the control Fh-alpa variation.
2.With respect to bad sector teeth, those should be correctly marked and included in the program to avoid bad sector runs during cycle.
3.Hob should thoroughly clean and demagnetized every time after removing from the machine.
4.Hob should be handled carefully and kept in the box provided by tool supplier after every use.
5.The hob rake angle should be checked after every resharpening to ensure that the original rake angle is maintained. This is done before putting it on to the machine, so that the required profile angular error on part (Fh-alpa) is maintained.
6.The hob should have the required protuberance amount as per shaving operation stock or gear grinding operation stock per flank, otherwise it leads to step at SAP.
7.The hob should be with AA/AAA class of accuracies for shaving finish or hobbing finish gears.
8.In hob resharpening, bluntage amount should be checked correctly and resharpened the same amount.
9.Follow the right hob coatings be it alcronpro or altensa.
10.Profile form error controls with hob quality
D-Machine
1.Machine conditions like the spindle runouts and alignments must be in accordance per the machine geometrical accuracy charts.
2.Machine levelling should be ensured. If this doesn’t happen, this leads to profile form error.
3.X axis repeatability must be checked. This leads to span size.
4.For cutting heat dissipation and chip flushing, the cutting oil flow rate and direction of flow need to be maintained.
5.Dry hobbing chip suction hood should be mounted behind the hob and air blow pipes need to mounted at the right location and in the right direction for chip cleaning.
6.Dry hobbing machines must be thoroughly cleaned. To prevent rust formation on machine slides, spindle bore and hob collet, oil must be applied.
7.Machine JH condition monitoring and actions need to be followed for the machine’s basic health condition.
8.Preventive maintenance schedule and critical spare parts planning must be followed.
Conclusion
Part hobbing quality affects teeth finishing, gear quality shaving process, teeth honing process, and to some extent, the teeth gear processed part quality. Therefore, if we take care of the above-mentioned parameters, the component quality during gear hobbing will help achieve the required finish gear quality. Additionally, this will help get the desired gear profile accuracy in the gear profile grinding operation.






