Approximately 50 years ago, in 1970, Kashifuji Works, Ltd. developed the KGH300 external gear honing machine, which efficiently polishes gears using an externally threaded elastic honing wheel based on the concept proposed by the late Professor Masato Ainoura of the National Institute of Technology, Kurume College. Sales of the machine began in 1972 (Fig. 1). The machine received the Japan Society of Mechanical Engineers Award in 1979.
Immediately after its launch, the machine was well received because it enabled economical and efficient polishing of tooth flanks while removing dents. However, demand for external gear honing machines gradually declined as gear grinding machines capable of higher-precision machining through tooth profile and lead modifications became more widespread. As a result, the KGH220, sold in 1992, became the final model in the series.
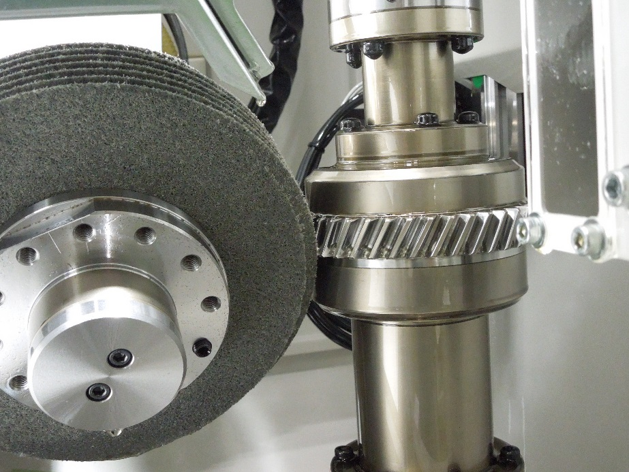
More than 30 years later, especially for automotive gears, tooth surface roughness requirements have become more stringent to improve transmission efficiency and reduce meshing noise. Therefore, Kashifuji has newly developed the KGH250, which supports both conventional dent removal and post-grinding tooth surface finishing for surface roughness improvement (Fig. 2).
The machine structure is simple. Similar to conventional models, the workpiece axis is not actively driven; instead, only a brake is used to generate an appropriate contact force between the honing wheel and the workpiece. Consequently, unlike gear grinding machines, it cannot actively control tooth profile or lead geometry, but operation is simple, and process difficulty is low.
Although the basic processing principle remains unchanged from previous models, automation has been achieved through the adoption of an electromagnetic brake with fine adjustment capability, automatic tooth alignment between the workpiece and honing wheel, and servo control of all axes. The honing wheel is not particularly restricted and can be selected according to the intended application. Honing wheels used in previous Kashifuji machines can also be utilised.
The primary applications of this machine are: (1) removal of tooth flank dents and simple tooth flank finishing after heat treatment, and (2) improvement of tooth surface roughness after gear grinding.
Although many automotive gears undergo gear grinding, gears used in many other industries are incorporated into products without post-heat-treatment tooth flank finishing. This is not because there is no demand for finishing, but because no finishing method currently provides an acceptable balance between performance and cost.
Dents on tooth flanks caused by heat-treatment processes and subsequent handling can generate abnormal noise if gears are assembled without additional finishing. As a result, products may need to be disassembled and parts replaced, resulting in unnecessary cost and waste. Defective gears can also be screened through visual inspection; however, small dents that are difficult to detect visually may still generate abnormal noise, making complete prevention difficult.
By processing gears with the KGH250 before assembly, abnormal noise caused by dents can be minimised while reducing waste. Noise during meshing caused by dents is generally attributed to raised material surrounding the damaged area. Processing with the KGH250 removes this raised material (Fig. 3, removal of approximately 50 μm raised areas around dents). Feed marks generated during hobbing can also be removed (Fig. 4), contributing to improved meshing quality.
The KGH250 is also effective for improving the tooth surface roughness of ground gears. In addition to improving meshing efficiency for automotive transmission gears, reduced surface roughness contributes to increased strength and lower noise levels. Figure 5 shows an example of tooth flank finishing using a softer wheel than that used for dent removal. Tooth surface roughness improved from Rz 2.0 μm after gear grinding to Rz 0.6 μm after KGH250 processing.
When improving the tooth surface roughness of ground gears, it is important to minimise changes to tooth profile and lead geometry. In the example shown in Fig. 5, both the tooth profile and lead profile are largely maintained except for slight rounding at both ends of the lead. Although this rounding can be considered a geometric change, it may reduce contact severity with the mating gear and contribute to improved tooth flank strength.
In this article, Kashifuji presented examples involving gears processed after hobbing, followed by heat treatment and after gear grinding; however, the process is also expected to be effective for gears produced through shaving, followed by heat treatment.
Although 50 years have passed since the development of the original machine, the KGH250 has been redesigned through a comprehensive review and improvement, to achieve high-efficiency mirror finishing of tooth flanks in addition to conventional low-cost tooth flank finishing and dent removal. Kashifuji expects the KGH250 to be adopted across an even wider range of applications than previous models.
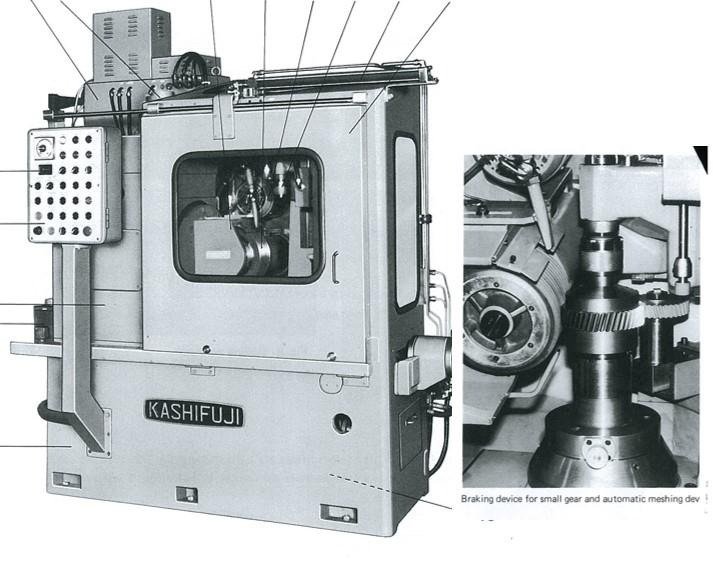
Fig. 1 KGH300 Gear Horning Machine

Fig. 2 KGH250 Gear Flank Finisher
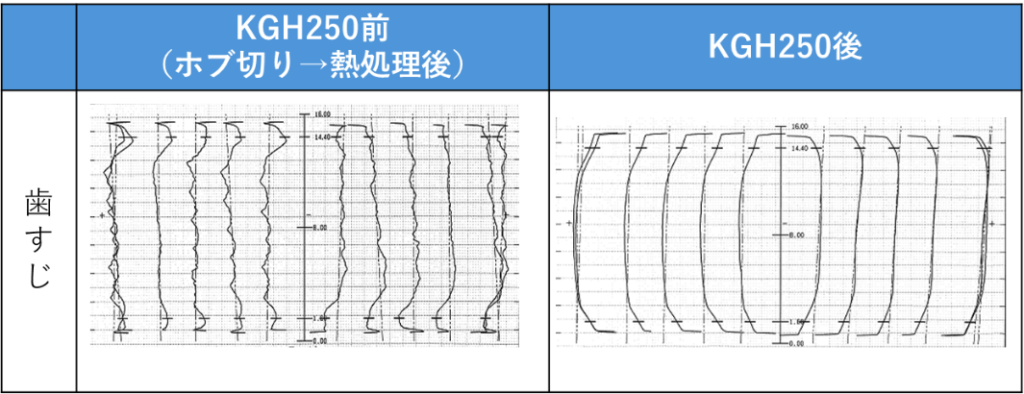
Fig. 3 Comparison before and after processing of dented areas. The raised material surrounding the dent (red region) was removed through KGH250 processing.
Fig. 4 Example showing removal of hobbing feed marks through KGH250 processing
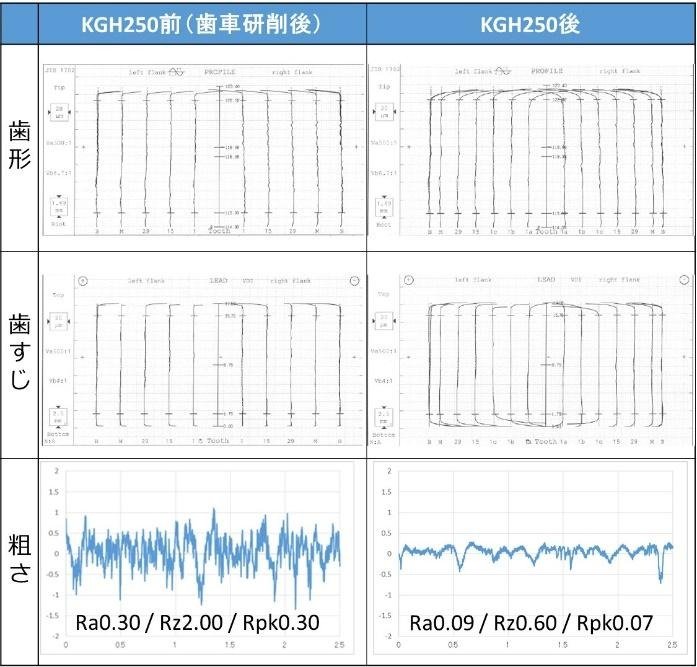
Fig. 5 Example comparing gear accuracy and tooth surface roughness after gear grinding and subsequent machining with the KGH250.






