Intelligent and Integrated Gear Grinding Workflow
Author Gear Technology India on November 11, 2019
Martin Witzsch
Time savings, enhanced quality, increased system availability by means of integrated production chains
High volume production requires top quality at increasingly shorter processing times. The machines are already technically very advanced. Great savings potentials are no longer to be found among the processing techniques, but rather within upstream and downstream process stages such as set-up, measurement and communication between machine and measurement equipment. Therefore, Kapp Niles has developed a platform to tie together and automate these processes. Thanks to open standards such as umati and GDE, it even works on a multi-vendor basis.
There are different approaches to further increase the efficiency of production processes, for example by integrating as many process steps as possible into one machine. However, from a technical point of view, this is very complex and inflexible, and thus unreliable. This is why Kapp Niles chooses to go a different path: “Instead of integrated machines, we rather envision integrated production chains with as little manual handling between individual chain links as possible”, reckons Konstantin Schäfer, Head of Product Management. “We continue to develop from a pure machine manufacturer to a provider of solutions.“ This becomes apparent in the growing measurement technology sector, Kapp Niles Metrology. What’s more, the existing portfolio is being optimized for production systems communicating with each other. In particular, through the new KN assist platform, supporting the user with the control system software, KN grind, from the project planning stage through production.
KN grind, a hands-on control system
As part of the project-related configuration, all required processing options are combined in one workpiece project. With the step-by-step intuitive user interface, concrete project data are collected. In a virtual set-up process, the user selects the gear type and the suitable tools from a component set. Each step is displayed on a conventionalized machine (image 1).
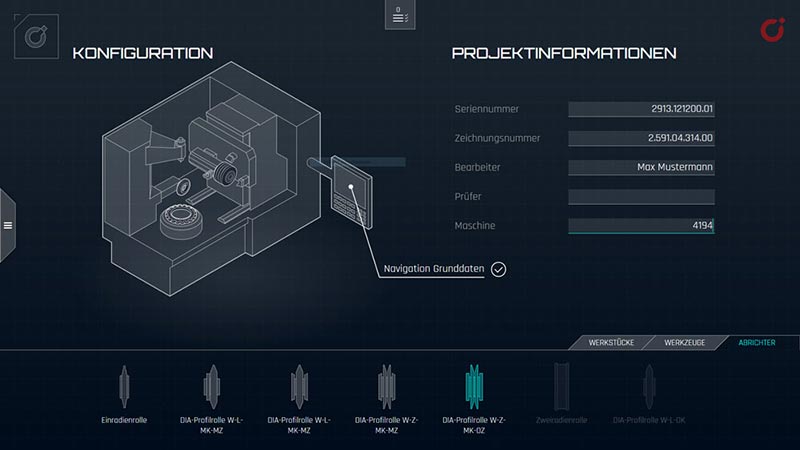
The virtual set-up process facilitates the creation of a new project (Image source: Kapp Niles).
Upon request, KN grind also offers technological suggestions. Volker Zenker, Software Development Manager, explains: “Unlike with previous releases, critical or incorrect values are displayed to the user. A sequential control allows for a straight-forward compilation of workflows via drag & drop. This comes in very handy for complex processing, for example, of workpieces with multiple processing positions within one project (image 2). These generated sequences can be used for automated processing as well as for set-up sequences.

The sequential control allows for a straight-forward compilation of workflows (Image source: Kapp Niles).
The need for softkeys is replaced by a touch screen display control panel. All new machine generations feature this control system.
No data security compromises
Compared to highly automated production centres, it seems like a relic of the early days of industrialization if operating personnel have to walk from the measurement room to the machine to carry over measurement reports in order to manually type in corrected values. The fact that this is still practised within a high-tech environment is due to the extremely high safety standards of users such as the automotive branch who have so far circumvented simple data integration. Moreover, the use of USB sticks is strictly prohibited. Another factor has been the lack of consistent data transmission standards to allow for secure data integration. That is why Kapp Niles has developed solutions that no longer require the installation of invasive software and thus allows users to retain control over their data at all times. Konstantin Schäfer: “This concept does not include any cloud services.“ Applications that go beyond direct machine control are programmed in HTML5. This allows the user to apply them on both classic computers and mobile end devices.
KN assist: the bigger picture – which also applies to all manufacturers
The result of the above thoughts is the KN assist platform. Thanks to above mentioned HTML5 programming, KN assist runs without any further software requirements on a PC and mobile end devices alike. All the user has to do is to call up a single address on the Intranet and thus is granted access to the system through his browser or an app.
The data exchange takes place via the standard interface OPC UA (Open Platform Communications Unified Architecture) facilitating machine-to-machine communication with very little effort. As an overview of the overall system array, KN assist uses the open data exchange format such as GDE (Gear Data Exchange) and umati (universal machine tool interface), developed by VDW in cooperation with project partners. This allows the exchange of basic gear/toothing data, modifications, assessments, etc. among manufacturers. Furthermore, the operating states of all machines in the plant are displayed. This gives each user from every location a production overview.
An even more complex application is the data management of all component-specific parts such as clamping, dressing and grinding tools. Until now, set-up component data had to be manually entered at the machine to avoid the possibility of supplier data carriers accessing the production areas. In future, RFID or 2D codes will be attached to dressing rolls, worms or clamping tools that can be read by the machines. This reduces set-up times considerably, and allows components to be clearly identified. Storage locations, service life, clamping cycles or assignments to a project in planning can be conveniently documented this way. In doing so, the response time to service requests and internal processes is reduced.
Quicker response times to service requests
The customer expects prompt service in case of a service request or system malfunction. However, the classic chain of messages is comparatively slow. Machine operators detect an error, notify the Service Department and describe the problem. The Service Department then contacts the manufacturer; the latter queries additional data – best case scenario – via a modem to be activated, however, more likely over the phone. In doing so, information can get lost or displays can be misread. That is how the first hour is spent: converted into idle time, this creates a costly situation. Moreover, the machine manufacturer will have to collect, update, and analyse the data first. A conventional data transmission via the internet would be feasible, however, it is considered not secure by most users.
Kapp Niles has taken remedial action for this process: The customer can now initiate the contact in KN grind. Christian Füger, Manager of Sales Service, describes the option: “The service request can be initiated via a button on the display of the machine, or via the web interface of any mobile end device. This allows the Service Manager, operator or planner alike to respond without delay.” The service request is sent to Kapp Niles directly via a TÜV-IT-certified VPN connection. Diagnostic data, log files, etc. of the relevant machine will be provided to the customer upon explicit release, without losing the royalties over the process and the data.
Currently, the response time is around 12 hours. In other time zones without local representation, 24 hours at worst. Christian Füger: “We strive for end-to-end service with a response time of two to four hours. This can be done, as all information such as commission numbers, error patterns, measurement reports, etc. is already provided along with the service request.”
Turbo for the measurement technology
As previously indicated, the portfolio now also includes machines for production-related measurements, as significant time savings can also be achieved for follow-up work of grinding processes. During the classic process, random workpiece samples had to be taken from production to be carried to the measuring machine usually located in a different hall. Depending on the workload, the results would usually be available about 15-20 minutes later. Afterwards, the measurement report had to be taken back to the machine to manually type in the corrections. In order to reduce these times, Kapp Niles is drawing on multiple factors. The measuring machines are also designed for product-related applications. They can do without a climate chamber (image 3).

Kapp Niles KNM 2X measuring machine for production-related applications (Image source: Kapp Niles).
The individual axes and the workpiece are monitored via sensors for temperature compensation purposes. Air springs absorb vibrations. In doing so, the measurement accuracy meets the highest standards, even in high volume production. Gerhard Mohr, Managing Director of Kapp Niles Metrology, lays out the benefits: “The machines can be accessed freely by the operator from three sides, and thus is also suitable for automated loading. Flexible positionable counterholders are provided for the measurement of wave-shaped parts. In addition, the machines can be converted for a new workpiece in seconds with a quick change clamping system.
Automation also contributes at least as much to the time savings. The direct connection between the grinding and measuring machines is known as “closed loop“ within the sector. The measuring machine provides data not only in form of reports, but also as GDE dataset. In the first version, these are the typical correction variables (fHα, fHß, tangent length correction /pitch correction) which will change in case of a temperature increase or tool wear. Compared to manual input, these data can be imported and analysed much quicker and with fewer errors via OPC UA in KN grind. If a new measurement result is provided, the operator will be notified and receives correction suggestions. Christian Graf of Software Development explains: “What happens here is not a pure TARGET/ACTUAL comparison. On the contrary, the operator receives the measured values prepared, which allows him – based on his experience – to decide whether and how he will intervene. Based on the project, automated tracking is another option.” (image 4)

In-process measurements via “closed loop”. With the dark green area, drifting setpoint values can be detected and corrected, even during ongoing processes (Image source: Kapp Niles).
Overall, the described measures will significantly speed up and simplify the workflow. The user gains a better overview of the production process while taking advantage of the many benefits of the new software platform, even on a multi-vendor basis.
About the Author
Martin Witzsch, graduate physicist, is a freelance journalist working on behalf of KAPP NILES.
For more information:
Kapp GmbH & Co. KG
Tel.: +49 (0)9561 / 866-0
info@kapp-niles.com
www.kapp-niles.com
Martin Witzsch, freelance journalist
Haßfurter Straße 20, 91056 Erlangen
Tel.: 09131 / 9266725
info@witzsch.com
Post Views: 651