Kapp Niles
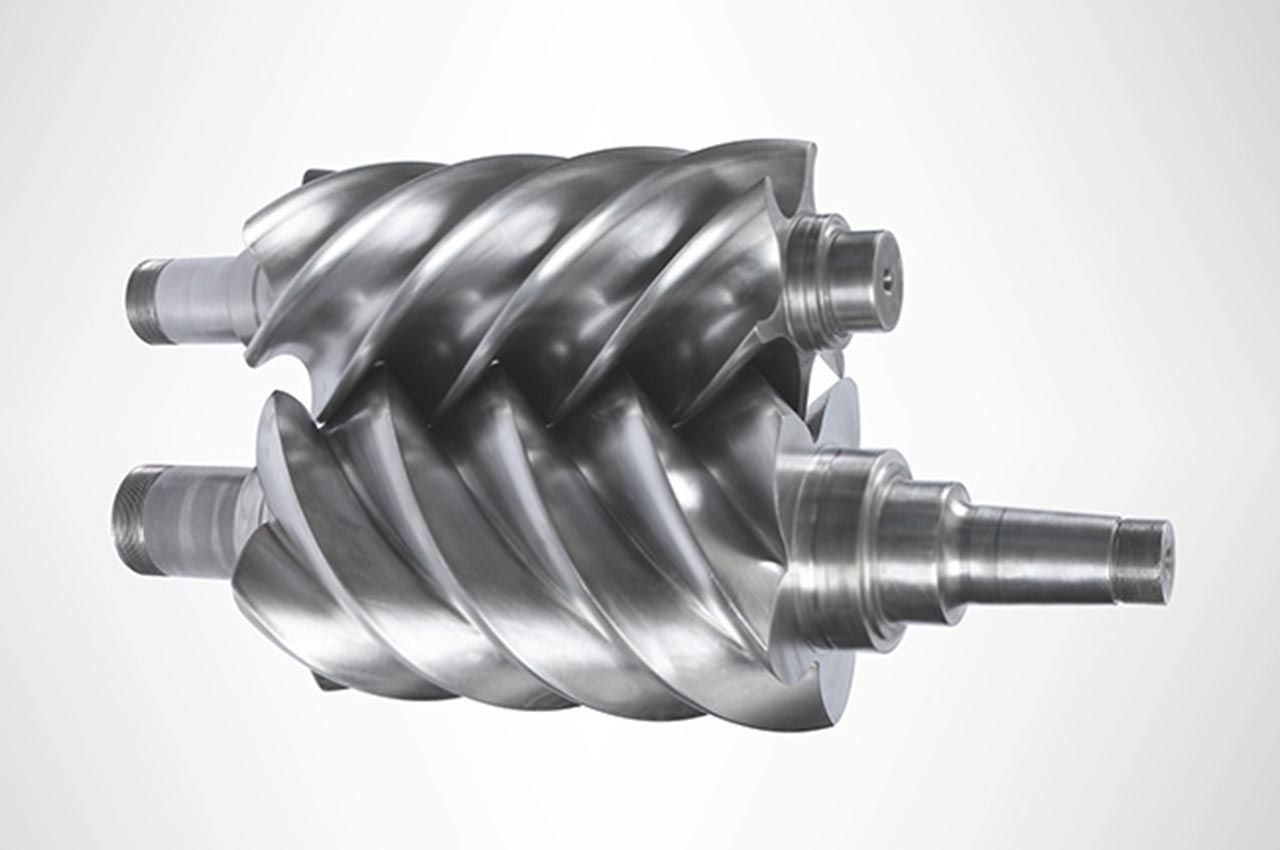
Rotors are the core component of screw compressors, which are used to discharge air and gases. They are so precisely manufactured that they maintain continuous linear contact with one another at an exact profile position. Rotors and housing form a single precisely coordinated unit, so the components cannot simply be replaced as with mass-produced products. Measuring is also complicated, involving many manual intermediate steps. Now, a combined grinding and measuring system with innovative software is making production more precise and, above all, much faster.
Screw compressors are primarily used to convey air but sometimes gas and coolant, as well. The structure is very simple and compact: A casing houses two rotors which intermesh like gears, working in opposite directions. At first glance, they look like spindle screws. There is still a male rotor meshing with a female rotor along a defined line. The resulting cavities carry the medium from the suction side to the pressure side. Since there are no oscillating masses involved, a pump can be run very quietly. The flow is even and pulseless. To accomplish this, however, the rotors must be manufactured to precise tolerances down to a few thousands of a millimetre, since there are no flexible seals to make up for deviations. This creates challenges in the manufacturing process itself as well as in quality control. The Kapp Niles Group offers a complete solution to help tackle both.
Gear and profile grinding machines are not the only thing that Kapp Niles is famous for. The Coburg-based company is also one of the world’s leading manufacturers of rotor grinding machines. These systems allow developers and product managers to keep track of the entire process, ensuring a technologically flawless and cost-effective production operation. In 2017, the group expanded to include Kapp Niles Metrology GmbH. This division specialises in measuring machines. The systems offer spur gear machining with synergy effects such as “closed loop” in-process measurement (see figure 1). This method makes it possible to detect when production parameters are drifting away from their setpoints and automatically correct them during the process. This is done by means of a correction program which is also responsible for communication between measuring machine and gear centre.
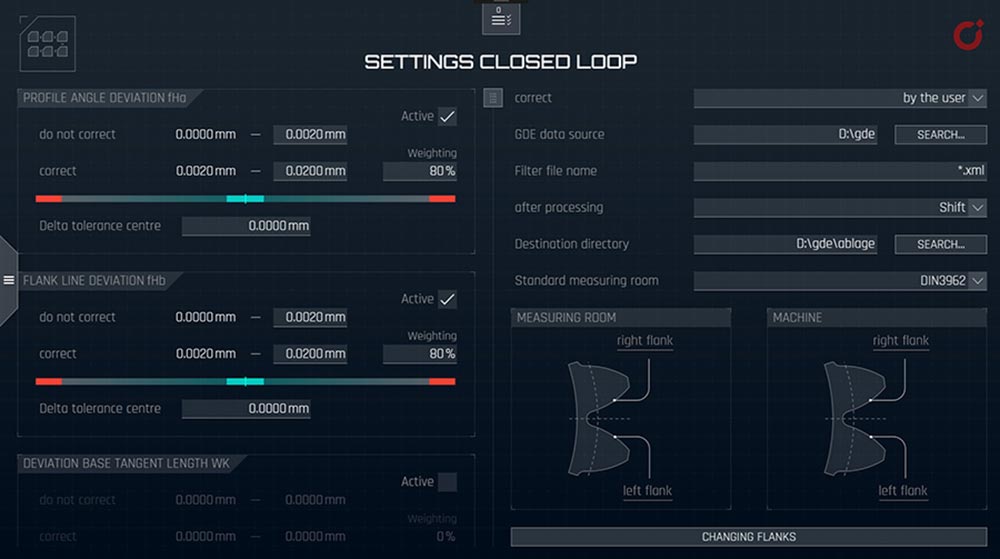
Figure 1: Closed loop settings on the user interface

Figure 2: KNM 5X measuring machine – rotor measurement
Kapp Niles is currently working on a new type of rotor measurement. These components have special requirements. Gerhard Mohr, Managing Director of Kapp Niles Metrology, explains why: “With gear wheels, the involute form is defined according to the law of gearing. There are generally recognised standards and quality specifications. But with a rotor, the customer has to develop their own profile based on their experience. They give us coordinates as target values. And we have to implement these coordinates”. Kapp Niles has mastered this technique. Michael Späth, Coordinate Measuring Technology Team Leader, explains how: “Before, rotors had to be lapped in pairs. A pair of rotors could not be split up, and the casing had to be individually manufactured to match the axle distance of this pair. Now, with our current know-how, we’re able to grind the rotors so precisely that they are interchangeable with one another”.
The grinding machines can now unleash their full potential in combination with the right measuring systems. The KNM 5X measuring machine (see figure 2) comes standard with a rotary table that enables fast measurement of gears and rotors. On the costlier, larger coordinate measuring machines available from other manufacturers, this feature has to be ordered as a special accessory.
With conventional machines, evaluating measurement logs had to be done manually. There were no computers to be found in the measuring room. The measuring results took the form of stark lines, drawn by a plotter. An experienced machine operator could tell from the slope of a line which settings had to be corrected on the grinding machine. Of course, there were IT contributions to metrology in the past, but such hardware and software was more or less designed for the old environment. There were printers instead of plotters, for example. But these printers still had to utilise the plotter output language HP-GL (Hewlett-Packard Graphics Language) in order to communicate with the machine. This certainly did the job, but such basic features as setting a different page format, getting a print preview or even generating a PDF were not possible. This required additional, complex software. In short: Essentially, the technology worked, and the programs offered an immense range of functions. However, the constant add-ons made them slower and, above all, more complicated to use. Dialogue windows required the use of function keys and tab keys.
So it was, until Kapp Niles made a decision that would change everything: “Before, we used to buy software”, says Gerhard Mohr. “Then, in 2020, we purchased all the rights, including the source code, and acquired it along with the necessary technicians. So then we had all the know-how available in-house”. One of those specialists was software developer Bernhard Legeland. He remembers: “The old programs were tricky to operate. People had to call tech support just to do things like switch the output from scale to 1000x vertical exaggeration. Even specialists had a hard time with it. But it was especially difficult for newcomers who were used to working with Office, which is very intuitive. Now, we use the KN software as our central basis. You just use the mouse to select if you want to measure a gear with KNGear or measure a rotor with KNRotor”.
According to Bernhard Legeland: “Our own colleagues are critical and important users when they perform machine capability testing during grinding machine preliminary acceptances”. But this is not his only source of insight. Users outside the company have also assisted the development process. Bernhard Legeland: “Some customers are happy to contribute constructively to our work. That’s a real advantage to our small but effective team. We’re able to respond flexibly to requests and suggestions. Major manufacturers dictate how the machine should be operated, all the way down to how data is entered”.
The results are impressive – and not only to IT specialists. Michael Späth recalls one case in particular: “The layout can be designed however you like. With two clicks of the mouse, I can set my own images and then use this handy comment function to leave a note for the night shift operators – on the clamping set-up, for instance. Not many competitors can offer that”. In fact, the user has maximum freedom of input and output in general. This is especially crucial for rotor production, which involves large data sets. The system also offers customers preview capabilities or the option of making modifications right in the evaluation process. And there is also an interface for statistical evaluation, using the software Qs-STAT.
The measurement logs don’t just show abstract lines any more. Instead, they present a comparison of target values and actual measurements, representing the component profile with a tolerance band (see figure 3). Since rotors have difference tolerances in different areas, this type of display is much easier to read than a table of numerical values. The zoom function can be used to examine critical areas and tolerance deviations in detail. Michael Späth: “Currently, when we make corrections in the grinding process, it still has to be done manually. So being able to zoom in on the image makes this a lot easier. Before, we had to gradually work our way up to the right form. Now, I have fewer rejects and get good parts almost immediately”.
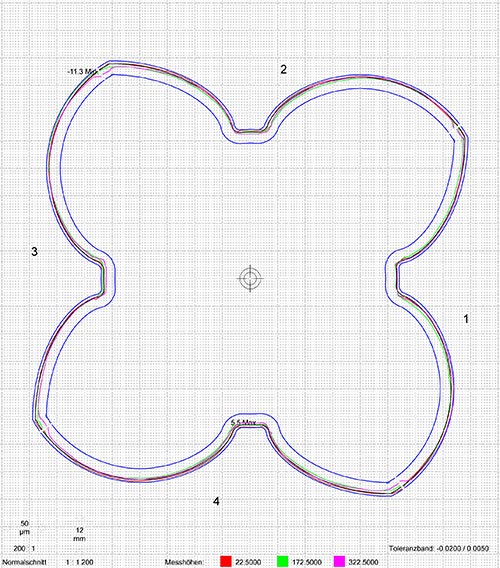
Figure 3: Profile measurement on a male rotor
Kapp Niles is working on making manual corrections a thing of the past. One step is already complete: At each measurement point, in addition to the setpoint and actual values, the software is also able to output “regression data” which customers are already able to load into their own systems. These data are the foundation for the next major goal – automatic machine correction using the closed loop method. Gerhard Mohr is optimistic: “So far, we can already do it for the spur gear. We’re already able to offer this option for new rotor grinding and measuring machine orders”. This is very promising for machine tool building at Kapp Niles’ German location.
Author
Graduate physicist Martin Witzsch, freelance journalist on behalf of KAPP NILES
Contact external for publication
Kapp Niles GmbH & Co. KG
Tel.: +49 (0)9561 / 866-0
info@kapp-niles.com
www.kapp-niles.com
Contact INTERNAL, ONLY FOR EDITORIAL QUERIES
Carola Rehder, Manager, Communication and Marketing at Kapp Niles
Callenberger Str. 52, 96540 Coburg
Tel.: +49 (0)9561 / 866-1250
carola.rehder@kapp-niles.com
Martin Witzsch, freelance journalist
Haßfurter Straße 20, 91056 Erlangen
Tel.: 09131 / 9266725
info@witzsch.com






