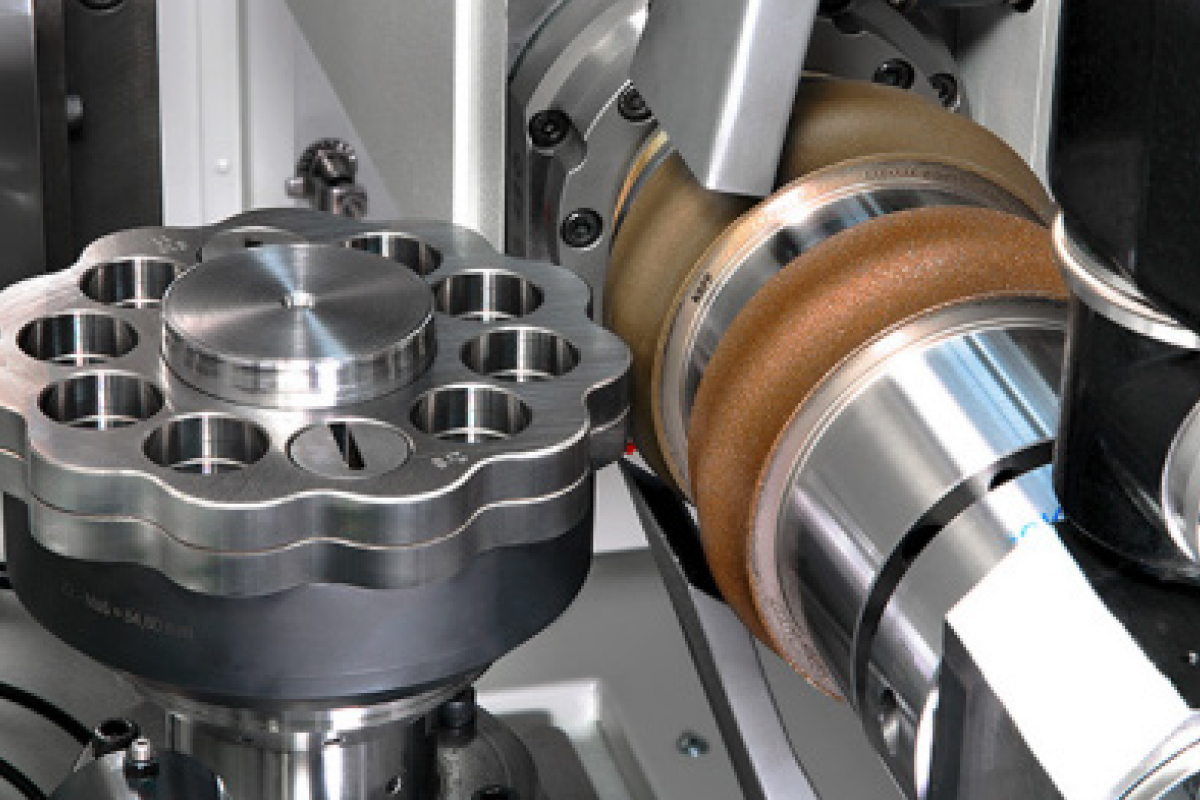
Fig. 1: External cycloid machining on the KAPP NILES Gear Centre KX 300 P © KAPP NILES
There‘s life in the old dog yet – this could be a summary of the last decade in terms of gear and profile grinding with non-dressable galvanically bonded tools using CBN (cubic crystalline boron nitride) as a cutting material.
When considering dressable grinding processes, there are of course advantages in correcting profile errors quickly, as well as reconditioning the cutting performance of the grinding wheel. In addition, it is of course also possible to carry out a profile optimization there and then.
These are all clear advantages compared to galvanically bonded non-dressable CBN wheels. But still, the CBN wheel maintains its place in day-to-day gearbox manufacture.
Especially where there is only a limited amount of space for the grinding wheel for reasons of geometry or where special profile modifications are required, where changing the tool diameter by dressing is not an option due to collision-related or component-specific reasons, where it is absolutely necessary that quality remains high and constant and where it is important that grinding burn is avoided, the galvanically bonded CBN wheel is still the undisputed leader.
The basis of non-dressable CBN wheels is a high-precision hardened steel base body, into which the active grinding profile of the tool is incorporated.
This means that in addition to the grain equidistance, the required gearing modifications such as profile corrections and tooth root form must be taken into account in the steel base body.
Galvanic processes are now used to coat this base body with a single CBN layer, which provides a highly accurate reproduction (µm range) of the required profile in the subsequent machining process.
This coating is non-dressable. This means that the tool diameter remains constant during machining for the entire operating life of the wheel, as it is not reduced by wear. Once the grinding process has been set up with such a wheel, it remains dimensionally stable throughout the entire service life. As a result, CBN grinding wheels meet industry demands for a constant and traceable machining process of the highest quality.
Since 1980, KAPP has been an absolute trailblazer on the market with the development and manufacture of profile grinding wheels with the CBN cutting material.
For 40 years now, the KAPP NILES tool specialists have routinely dealt with the most complex components, a wide range of profiles and the highest quality requirements.
In the meantime, simpler CBN grinding task have been replaced by more cost-efficient dressable solutions, in particular in the automotive industry.
Nevertheless, there are a wide range of application areas where non- dressable CBN solutions are indispensable. An example of this is the robotics industry and specially the cycloidal drive used there, which is being machined in Figure 1 on the KX 300 P Gear Centre.
Here, the relevant criteria are above all the high positioning accuracy, the static and dynamic robustness of the drive and the low wear behaviour under high load.
These special requirements for cycloidal drives can only be guaranteed if the rotating components are ground with extremely high precision. The corresponding profiles of the cycloidal internal and external gears must precisely follow the decisive pin diameter during rotation.
The smallest deviations in the rolling behaviour can ultimately result in important angle positions not being reached precisely during operation, increasing wear in the drive and thereby reducing its service life.
The decisive criterion for the component quality is the precisely ground profile curve of the cycloidal external and radius-shaped internal profiles.
For high-quality end products, shape deviations over the entire profile curve are expected to be significantly less than 5 µm in series production, as can be seen in Figure 2.
And of course, this is not only required for the first ground part, but also over the entire course of the guaranteed tool life of the grinding wheel, which can reach well over 1,000 workpieces depending on component geometry.

Fig. 2: Profile curve of a cycloidal external gear with a tolerance band of 5 µm © KAPP NILES

Fig. 3: Machining of a double helical cut planetary gear © KAPP NILES
A time-consuming dressing process for sharpening and profiling the grinding wheel is no longer necessary. As a tool manufacturer, KAPP NILES guarantees the quality of the profile through the precisely manufactured profile shape of the galvanically bonded CBN wheels. Additional examples of application areas for CBN tools include grinding tasks in the aviation industry:
As shown in Figure 3, the distance between the two gears is only a few millimeters for so-called herringbone gearing of the planetary transmission, leaving little room during machining for the overrun of the grinding wheels. As a result, the maximum possible external diameter of the tools is significantly limited, to prevent them from grinding into the second gearing during grinding strokes.
Fig. 4: Comparison of the different external wheel diameters © KAPP NILES
When they are retracted and extended, the flaps are controlled using so-called actuators, which are driven via a joint central gearbox using tandem motors.
This also involves the use of triple pinions in the gearbox.
The left and right gearings on the pinion are identical. The gearing in the center differs from both in terms of gearing data, e.g. the number of teeth.
Figure 5 shows that here too, only grinding wheels with a very small external diameter can be used, due to the small size and the interfering contours from the respective adjacent gearing.

Fig. 5: Machining of a triple pinion © KAPP NILES
The high dimensional stability of the CBN wheels ensures excellent grinding quality throughout the entire tool life despite the small tool diameter.
Depending on the required precision as well as the quality of the upstream production chain in relation to profile errors, line errors and especially runout errors, the CBN grinding process can either be carried out in a single stage or in several stages.

Fig. 6: Galvanically bonded CBN wheels in roughing and finishing version © KAPP NILES
Two-stage processes are typically used today, using coarsely coated roughing and finely coated finishing wheels. Their sequential use makes it possible to achieve both a high material removal rate and a high final quality of the ground gearing (See Figure 6).
Experience in recent years has shown that a high quality, yet economical production process is only possible if all parameters are taken into account. In addition to high-quality galvanically bonded CBN wheel, this also includes the corresponding grinding technology.
This is the only way to realise the actual performance of the galvanically bonded CBN wheels to the benefit of the user, not only in relation to profile quality and tool life behaviour, but also significantly shorter machining time when compared to dressable profile grinding.
KAPP NILES takes up this challenge anew with every application of non-dressable CBN grinding tools and as a system supplier of machine, tool and technology, also assumes overall responsibility for the performance and cost-effectiveness of your machining tasks.






