By: C. Selvaraj
In gear manufacturing, cutting tools play a crucial role. Tools are used in various processes to establish dimensional accuracy and metal removal.
Generally speaking, the following operations are carried out for gear manufacturing.
They are:
Facing & Centring; Turning; Drilling; Tapping; Gear Cutting (Hobbing / Shaping), Centre Hole Grinding; Cylindrical Grinding; Bore Grinding, Gear Profile Grinding; Gear Shaving, and so on.
Let’s take a closer look at some of these processes in this article.
The turning operation is the first operation in the gear machining process. Before the machining of any gear blanks in CNC turning operation, proof machining is required to ensure proper clamping.
In pinion shafts and output shafts, the centre hole machining is carried out before any turning operation. This is done so that during machining between centres, there won’t be any runouts, which helps attain the gear tooth profile without any runouts.
When it comes to the facing and centring process, appropriate centre drills need to be selected to get good accuracy.

Some of the pinions and gears may need to be removed via extra carburising allowance materials. These components may have 58HRC hardness. For machining these areas, carbide tools for better machining must be selected. Similarly, to cut keyways on gears and shafts, carbide end mills are used.

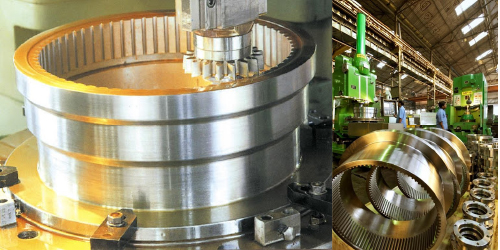
In gear cutting processes, cutting tools play a great role to get high accuracy on tooth parameters. Depending on the design engineer’s recommendation, correct hob cutters are to be selected. To ensure protuberance on gears hob, cutter profiles to be ensured accordingly. For hard cutting, carbide cutters are used to remove hardened materials. In the case of gear shaping process, cutter selection is based on component stroke length. Accordingly, a shank type or disc type cutter is chosen.
The following parameters to be considered while selecting hob cutter.
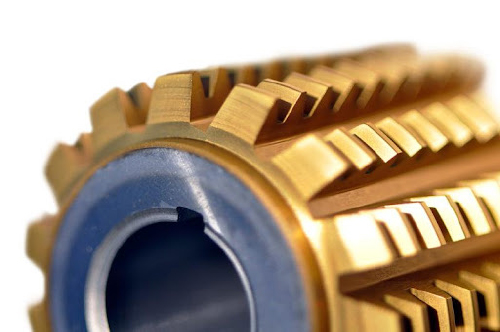
TiN Coated Hob Cutter
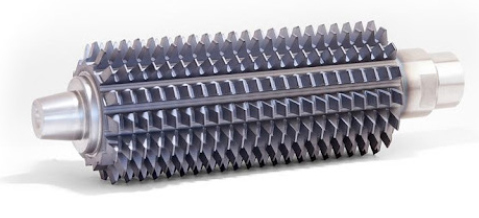
AlCrN Coated Hob Cutter
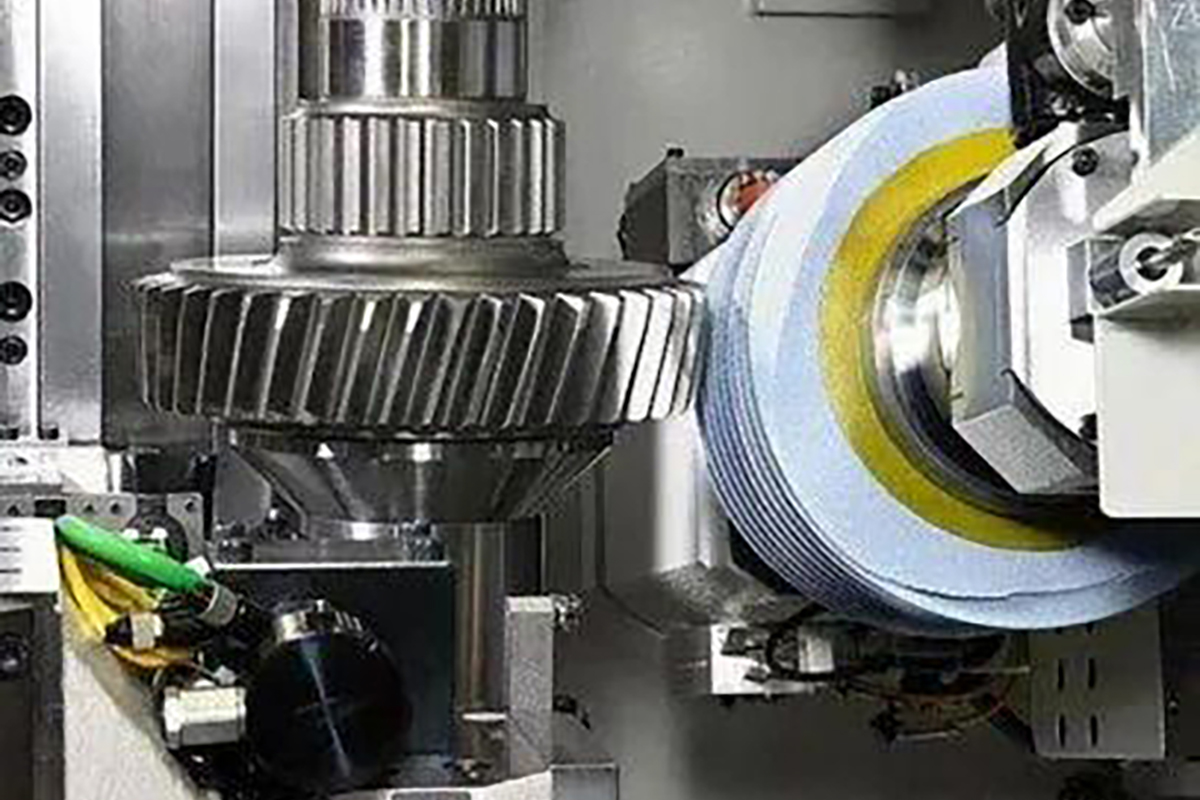
In these operations, proper grinding wheels are based on grinding length. Bore size, bore depth, length of the grinding area. Similarly, for hardened surface grinding, the correct grade grinding wheels are required for use to get recommended surface rough ness. In case of gear tooth profile grinding, wheel dressing is important to get correct profile accuracy.
This accuracy can be measured by profile testers. Periodically grinding wheels need to be dressed to get correct surface finish as well as the correct dimensions.


Gear Profile Graph
Based on the above details we can understand the importance of cutting tools for the manufacturing of gears.
It is always advisable to select the appropriate cutting tools/grinding wheels depending on the accuracy level required for the components.
We need to take care about maintaining cutting tools accuracy levels by doing proper resharpening of cutters/dressing of grinding wheels.
Only then are we able to get the required accuracy levels in gear components.

The author, C Selvaraj, has four decades of experience in the field of gears and gearbox manufacturing, as well as servicing of gearboxes