E-drive gears differ from other gears in two essential ways: they need higher quality and excellent noise behavior. A new technology caters to this demand while changing the existing manufacturing process chain
By: Dr Antoine Türich
In conventional gear manufacturing, quality control is carried out randomly, with only a few parts actually inspected. This is mainly due to the significantly longer measuring times in comparison to the actual production time, and limited overall measuring capacity to cope with increased inspection demands. In fact, it is not unusual in hard finishing operations to measure only one or two workpieces per dressing cycle. Depending on the dressing rate, this process corresponds to measuring only about 5% of the workpieces produced. Instead, in order to guarantee process reliability, statistics are used to validate the process, resulting in a significant reduction of the manufacturing tolerance in comparison to the drawing tolerance. In addition, constantly increasing power density requirements and the growing importance of excellent noise behavior of transmissions, especially in new e-drive concepts, has resulted in very tight tolerances. Relying on statistical evaluation makes the production of such gears more challenging and expensive.
A new inspection concept developed by Gleason, called GRSL (Gear Rolling System with Integrated Laser Scanning) features a combination of double flank roll testing and laser scanning. With this completely new approach, inspection now can be performed without adding to the time required for the hard finishing operation. As a result, up to 100% in-process inspection of all teeth has become a reality, eliminating the need for statistical process evaluation. Finally, there is no more need to narrow tolerances, and workpieces can be verified according to the true drawing tolerances.
During the roll testing cycle, two laser heads move automatically into position to scan both gear flanks (left and right) simultaneously. In addition, different sections along the face width of the gear can be scanned to inspect even the lead. With laser technology, the overall inspection time is significantly reduced, compared to a standard tactile measuring system. For instance, the inspection time required for a typical, automotive planetary pinion can be reduced with laser technology by a factor of 4, down to 39 seconds.
With the inspection time being greatly reduced, this process can even add additional value by measuring profile and lead on all gear teeth – not just the usual inspection of only 4 teeth around the circumference of the gear.
With such comprehensive data available through laser scanning, it is also possible to further evaluate gears beyond standard gear inspection habits such as profile, lead, pitch, runout, and size. Understanding the profile and lead of all teeth makes it possible to calculate a so-called “advanced waviness analysis”, resulting in an order analysis of the gear topography (Fig. 3).
With such an order analysis including the corresponding amplitudes, it is possible to detect potential noise issues such as ghost orders. These orders are not related to the mesh harmonics of the gear, and are typically caused by small irregularities created during the manufacturing process or by the production machine itself. Such ghost orders can cause problems once they exceed a certain amplitude. With the advanced waviness analysis and the possibility to inspect up to 100% of gears, it is possible to sort out critical parts before they are assembled into the gear box.
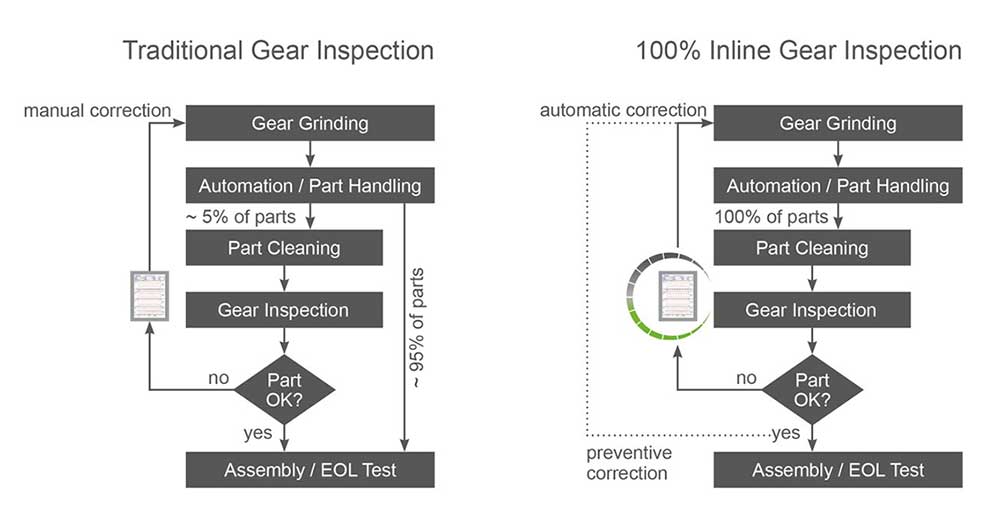
Fig 1: Traditional gear inspection versus 100% in-process gear inspection
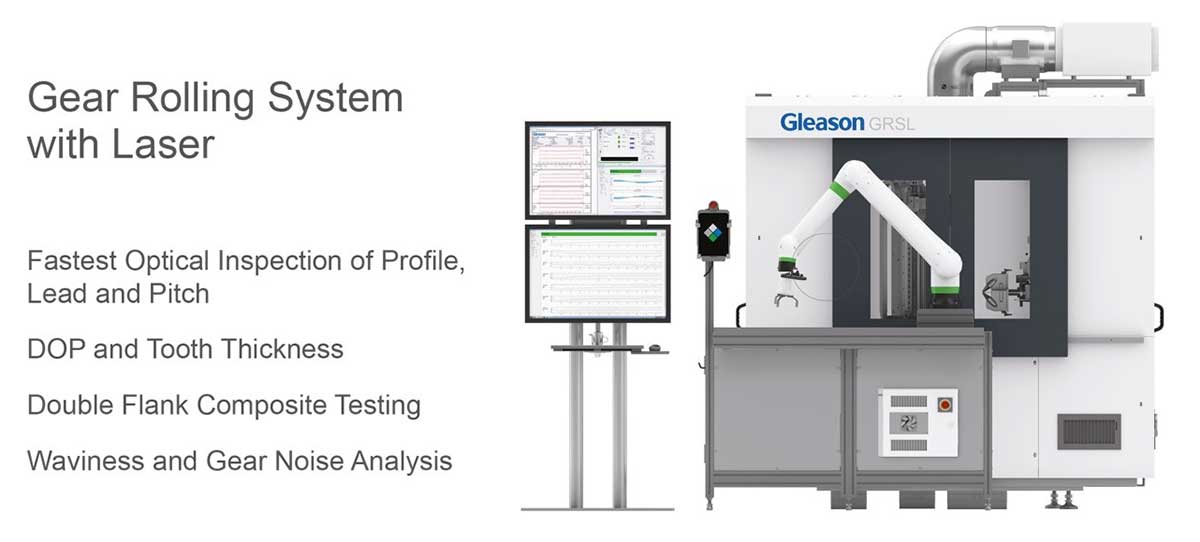
Fig 2: GRSL – Multiple inspection methods combined in one platform, complemented by Cobot automated loading
Gleason’s Hard Finishing Cell (HFC) goes one step further than just integrating metrology into the manufacturing process. This fully automatized manufacturing cell features a highly productive threaded wheel grinding machine (Fig. 4: Gleason’s 200/260GX), a washing and part marking station and a GRSL metrology system, all connected by an integrated robot loader with a basket-based palletizer system. The integrated automation is made by Gleason Automation Systems, Gleason’s own automation solution provider.
The gantry loader is handling the complete workflow within the cell, including part handling and feeding machine, washing and part marking stations, as well as the inspection unit. The stacking cell accommodates baskets of various manufacturers and styles and is ideally suited for the autonomous processing of large lot sizes of gears.
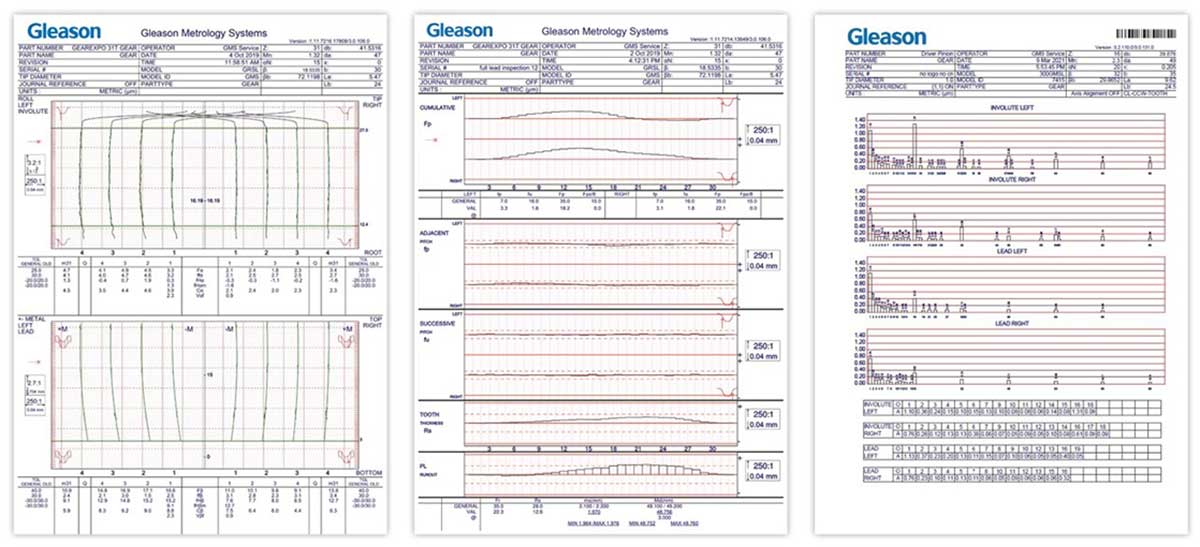
Fig 3: Chart possibilities of a GRSL including advanced waviness analysis

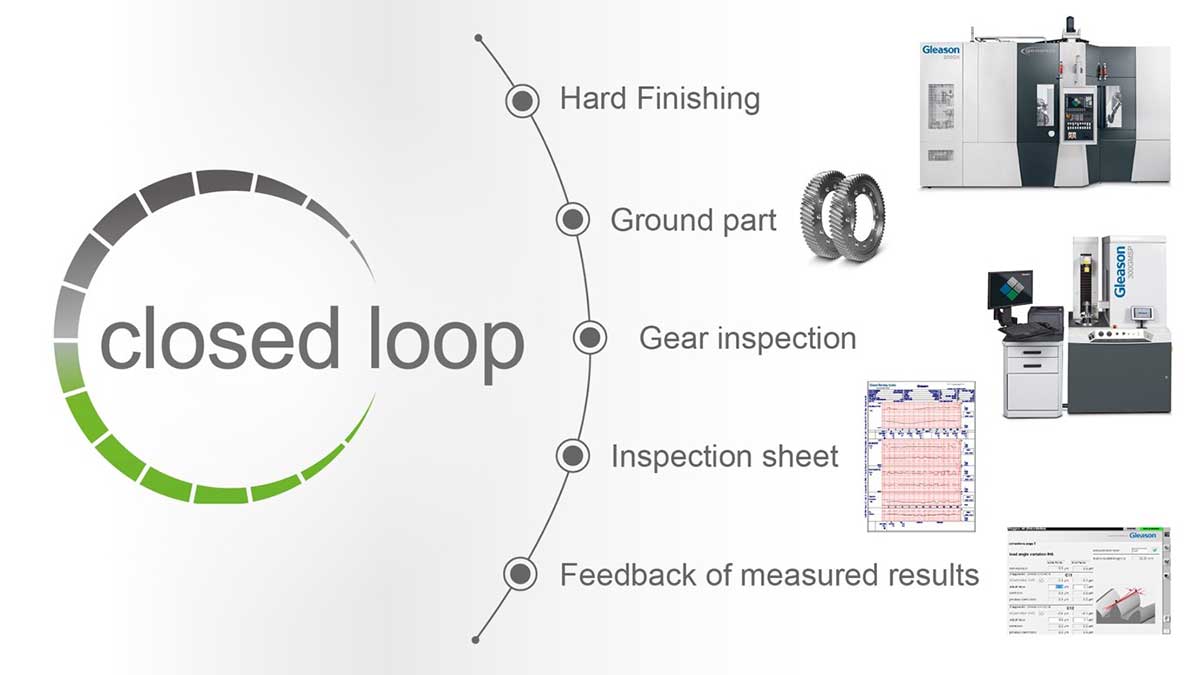
Fig.5: Closed Loop System
The 200/260GX series uses a double spindle concept to bring down non-productive idle times to an absolute minimum, with less than 4 seconds workpiece change time. Machine setup is extremely easy and fast using Gleason’s Quik-Flex® Plus Workholding, just one tool for the exchange of all mechanical components and a menu guided workflow for all necessary setup steps.
In addition to four different dressing systems for highly productive or flexible production, today’s quality demands require modern grinding processes. This includes the possibility to grind gears with extremely good surfaces quality and twist control. A novelty in the industry is that neither grinding nor dressing times are negatively affected by Gleason’s twist-controlled grinding process.
Gleason’s Closed Loop system connects the grinding machine with the integrated GRSL metrology center. Inspection results are directly returned to the grinding machine without any involvement of the operator. The machine compares the measured values with the target nominal values and automatically performs the necessary corrections. With the GRSL being directly integrated in the Hard Finishing Cell, results are available right after the workpiece has been ground, typically in less than 5 minutes. Compared to the traditional approach of gear inspection in a separate inspection room, reaction time is dramatically reduced.
HFC is indeed a gamechanger for many industries and applications which require consistent high-quality results, such as the production of high precision eDrive gears with minimal noise characteristics or safety-relevant aerospace parts with strict documentation requirements. The HFC is a single, worry-free system for the documented, fast production of high-quality gears.
The author is Director, Product Management of Hard Finishing Solutions, Gleason Corporation






