By: Rajan Narayanaswamy
Worm gear boxes were first introduced to the market in the First World War. And even after a century, they rule the industrial segment. Originally, the products were bulky, designed as they were using cast iron, phosphor bronze and steel. Still, there is practically no segment which doesn’t use worm gear boxes or geared motors. For over four decades, they have been used in sugar and fertilizer factories too, among others.
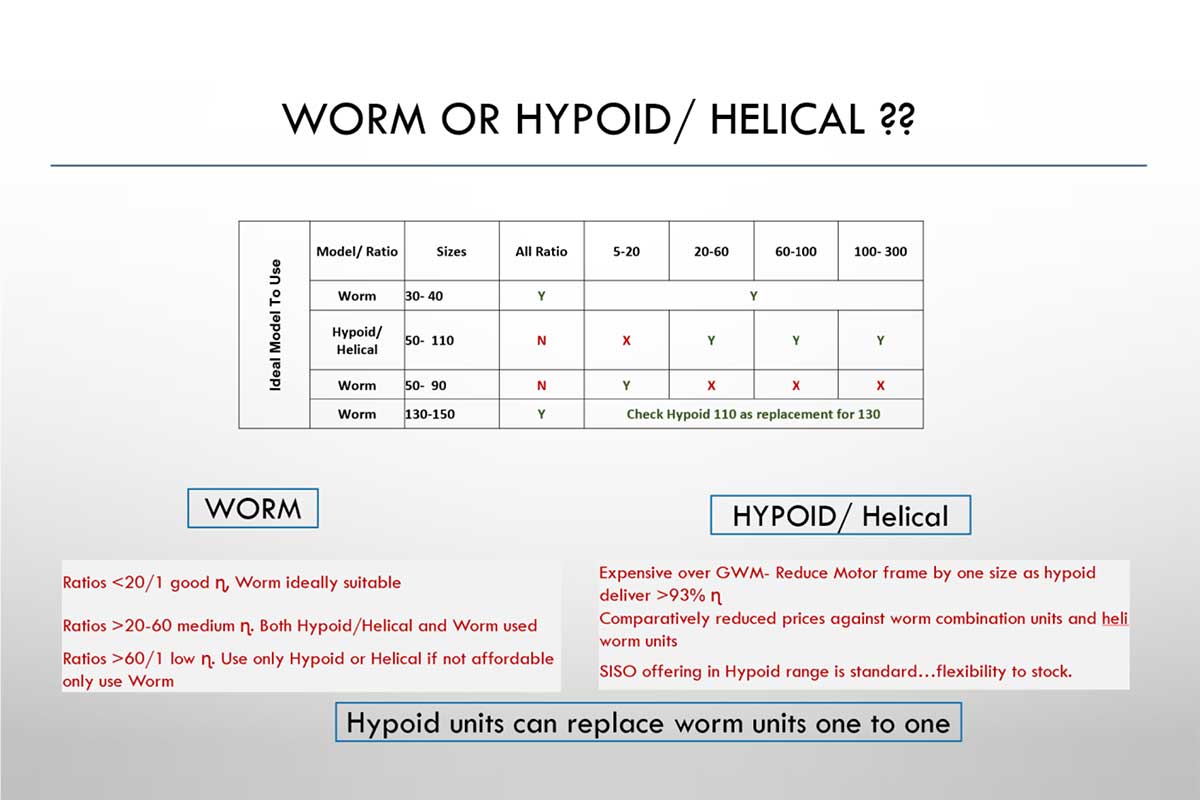
Worm geared motors are versatile, affordable and flexible enough to be mounted in any position. In addition, building them requires only a few components. A worm geared motor provides a 900-degree input output orientation. The prime mover will fall in line with the equipment without projections. Hence, the complete machine looks very compact. Comparatively, alternate options such as Spiral Bevel and Hypoid Geared Motors are expensive. Also, Hypoid and Spiral Bevel Geared Motors also use a higher number of components. The process cost, such as profile generation and hardening and grinding of pinions and wheels, is also expensive, considering the process time and cost of the machinery.
For equipment speed between 300 to 60RPM, Worm Geared motors offer a good solution with fairly good efficiency. In case of equipment speed under 60 RPM, Hypoid or Spiral Bevel Geared Motors offer good solutions with excellent efficiency. Where there is no space restriction, inline Helical Geared Motors can also be used. In the case of Inline Helical Geared Motors, the processing cost is comparatively less, as the gears are generated in inexpensive machines.
Worm Geared Motors are mostly used in continuous duty applications or stop-and-start applications with a good stop time. Generally, Worm Geared Motors are used in applications having four starts and stops per hour. In case of frequent stop and stop, the geared motor should be selected with a good service factor – close to 2. Alternatively, Hypoid, Spiral Bevel or Helical Geared Motors are used.
Worm Geared Motors can absorb a mild shock in the application as the worm wheel is made of a soft material. In the case of Spiral Bevel, Hypoid and Helical Geared Motors, through they are efficient, the load on the gears gets transferred to the bearings rigidly, leading to frequent bearing failure and pitting of the gear and pinion teeth surface.
Worm Geared Motors generate more heat than other types of geared motors. This is because transmission occurs through the sliding of the worm over the wheel. It’s a like a thread-and-screw concept. Hence the worm gearbox casing is adequately designed to transfer the generated heat. Some of the manufacturers design the casing with many fins to expand the surface area of the gear units (Picture 2). Others cut cost by reducing or removing the fins. Such gear units are bound to heat up excessively, resulting in the lube oil losing its property within a short time. It leads to the failure of bearings, and wearing off of the worm wheel, as shown in Picture 1.
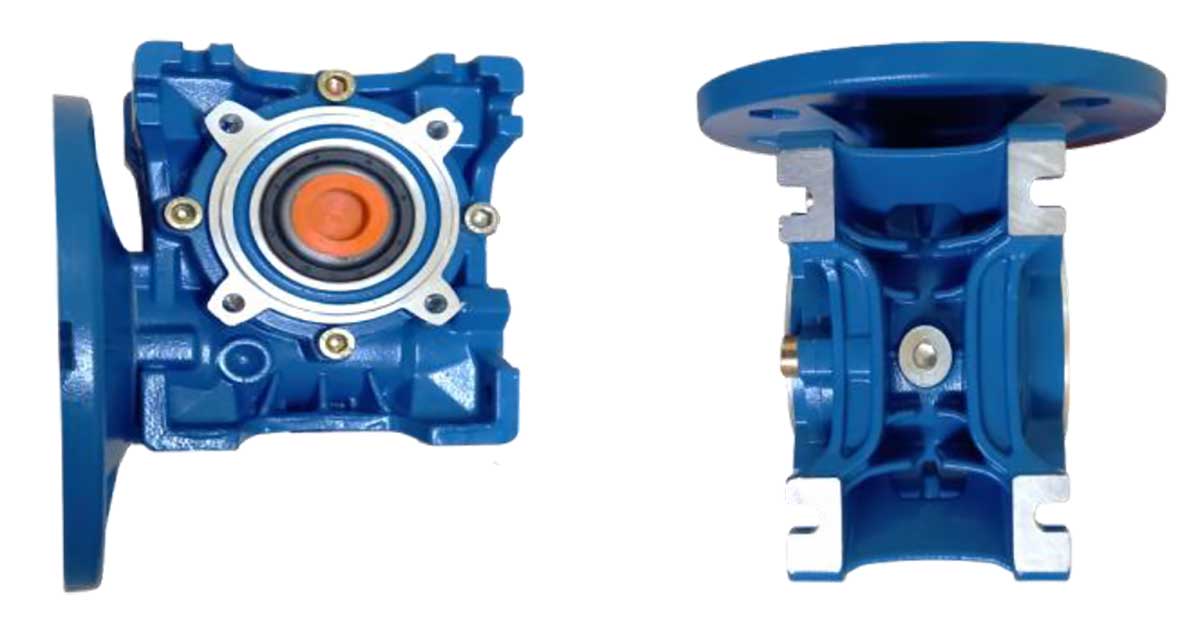
Pic 1: An inadequately designed casing
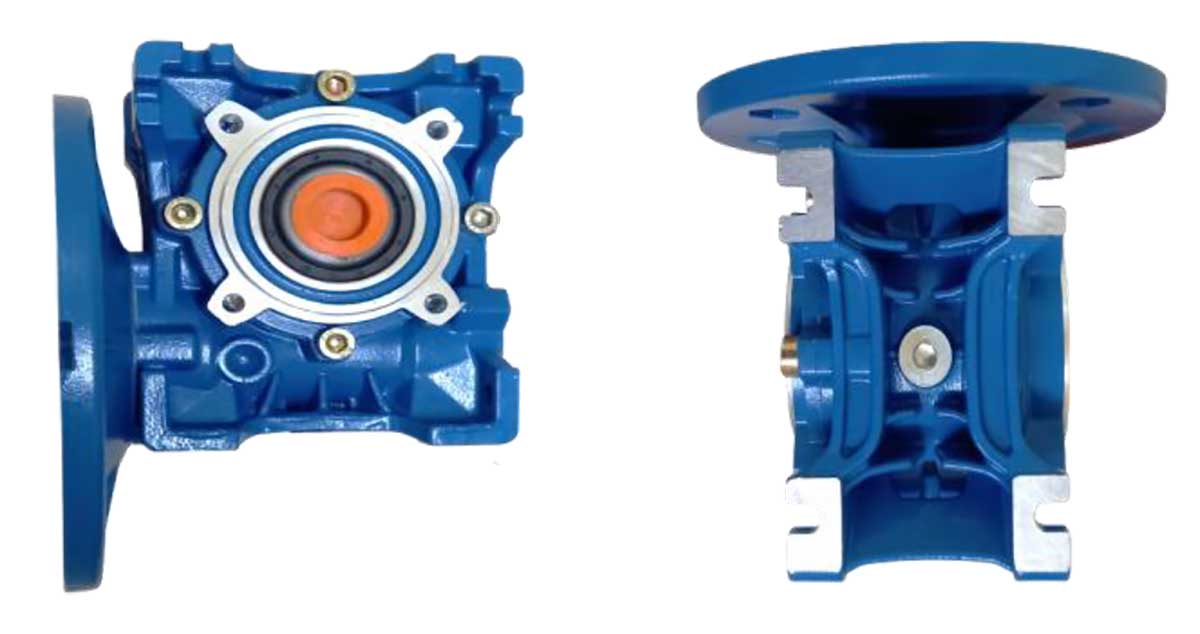
Pic 2: An example of many fins and an expanded surface area
For the same reason, Worm Geared Motors are designed with breather or air vents, allowing the gearbox to breathe easily, where hot air comes out and cold air goes inside the box. If a breather or vents are not fitted, the pressure inside the gear unit can go up, leading to the lube oil seeping through the seals, causing oil leakage over a period of time. Since the air inside the gear unit is hot, the lube oil will lose its property and the worm gear will wear out faster and have a life shorter than one it was designed for.
It is always the application requirements that lead the way, and not the technology. The engineer selecting the gear unit has to match the application needs with the properties of the gear units and not the technology, and that makes all the difference.
The author, Rajan Narayanaswamy, is Sales Director, Gaeyah Transmission, Chennai