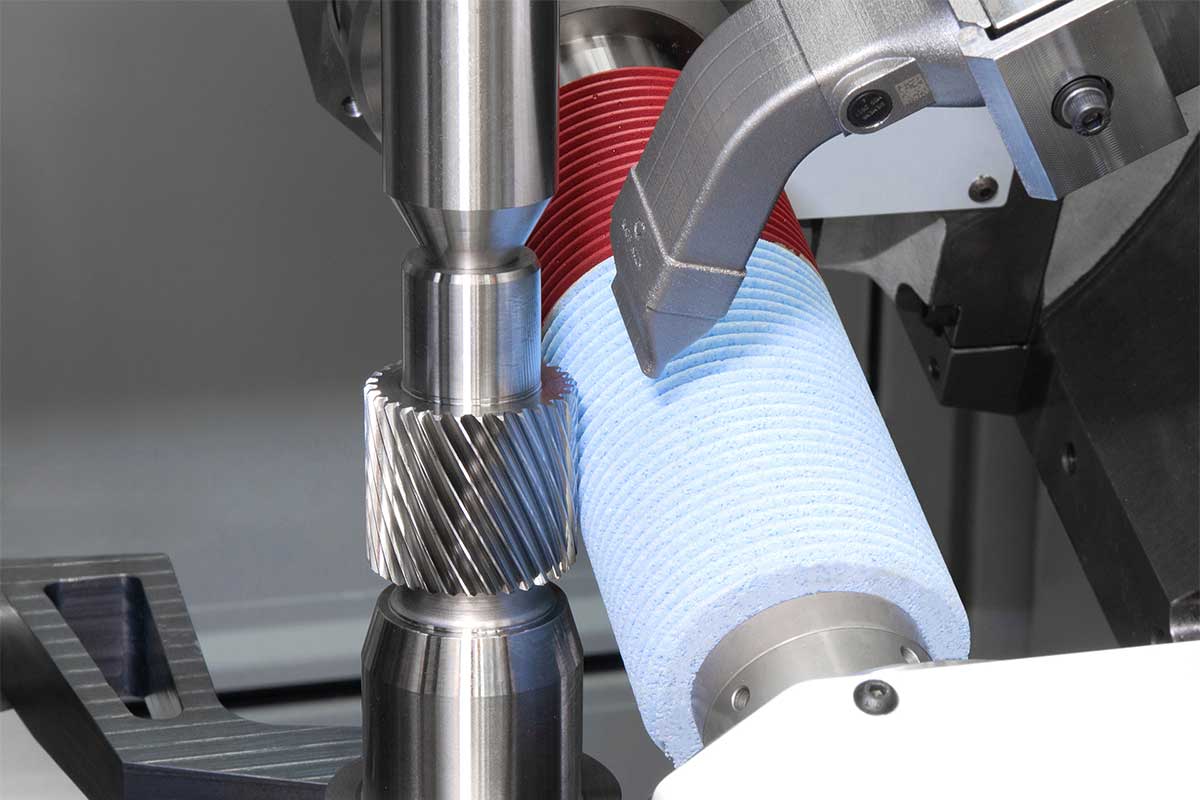
Generating grinding of an e-gear shaft with interference contours. (Courtesy: KAPP NILES)
Gearboxes used in electric vehicles are not only designed for high speeds and high torques – they are also very compact. This is true for the automotive sector, and above all, for innovative types of applications such as e-bikes. These small gearboxes with high-power density and electric drives inspire design engineers to come up with more creative solutions. In many cases, they comprise small components with interfering contours, which pose new challenges for production. When hard finishing these gears, the process-related potential goes hand in hand with high production costs. The most economical option is probably generating grinding. However, not all generating grinding machines are suitable for the production of the compact components. This article outlines the relevant demands and demonstrates possible solutions.
Transmission manufacturing does not have to be reinvented to become suitable for the e-mobility sector, but there are definitely some new challenges to be faced. These include, above all, the high power density and the compact installation space in which the entire power train must be accommodated. At the same time, the new areas of application are opening up new sales opportunities: e-bikes, for example, have recently gained in popularity. They significantly enhance range and transportation capacities in everyday life and during leisure time. Correspondingly high is the demand. This benefits the manufacturers and their suppliers – gearbox manufacturers among them. However, be it two or four wheels: The drive technology is sophisticated. The focus is on the required flank load capacities and the noise behavior of the gear due to the boundary conditions imposed by the electric drive motor – an almost constant high torque over the speed range of 0 – 18,000 rpm. New challenges are not only limited to the machined parts but also directly affect the manufacturing process. Due to the compact design, an increasing number of components with interfering contours emerge in the gearbox design. Large tools with standard grinding worm dimensions quickly and literally meet their limits. To avoid having to resort to more time-consuming and thus more expensive processes, the tools must also be miniaturized.
Up to now, the hard finishing of gears with interfering contours has mainly been accomplished by discontinuous profile grinding or gear honing.
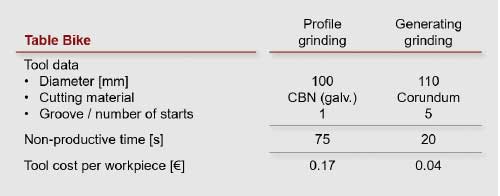
Compared to continuous generating grinding, both aforementioned processes feature different disadvantages in terms of productivity, economic efficiency or quality consistency. The problem is that the common grinding worms measuring 300 mm in diameter are too large to handle components with interfering contours. At the same time, smaller tools require higher speeds in order to achieve high cutting speeds. However, previously implemented machine concepts were not designed for the high dynamic requirements regarding tool and workpiece drive. New types of high-speed spindles in combination with a dynamic direct drive of the workpiece axis offer a solution. This enables the exploitation of the advantages provided by generating grinding – a process that features shorter machining times, lower tool costs and a very high level of quality consistency. The economic efficiency of generating grinding in direct comparison to profile grinding can be demonstrated by means of the two selected components “car” and “bike” (as shown in Figures 1 and 2). The corresponding tables (“Car” and “Bike”) provide an overview of the related time and cost benefits.
The Coburg-based machine tool manufacturer KAPP NILES specialised in system solutions for grinding gears offers two machine types for meeting the above-mentioned customer requirements. Both series are equipped with high-efficiency drives for the tools (25,000 rpm) and the workpieces (5,000 rpm).
The KNG 350 flex HS has a conventional design featuring one workpiece drive. The machine is available in two versions:for smallest and small lot sizes with manual loading. For higher volumes, an automated version with an integrated ring loader is available. Workpieces up to 350 mm in diameter can be processed using this machine. The machine features short set-up times, which are achieved through the use of intelligent components and unique ergonomics.
For large batch production, however, it is definitely worth taking a closer look at the non-productive times of the machine. The KX TWIN series with two workpiece drives and a loading and unloading process that is performed in parallel to the actual grinding operation offers further potential for the reduction of non-productive times. The in-line centrifugation of the components directly in the machine enables compliance with the “Clean Factory” approach across all known automation concepts.
In addition to the machining of compact components with interfering contours, the following additional challenges arise when it comes to the production of e-gearboxes:
• The noise behavior of the gearbox and thus especially of the gear teeth has been increasingly gaining in significance.
• As the load-bearing capacity of the gear is being continuously further improved, the topology of the tooth flank is increasingly moving into focus. During the generating grinding process, a natural entanglement occurs on the machined tooth flanks. With the innovative KN grind software, this phenomenon not only can be simulated in advance, but can also be completely eliminated or precisely manipulated.
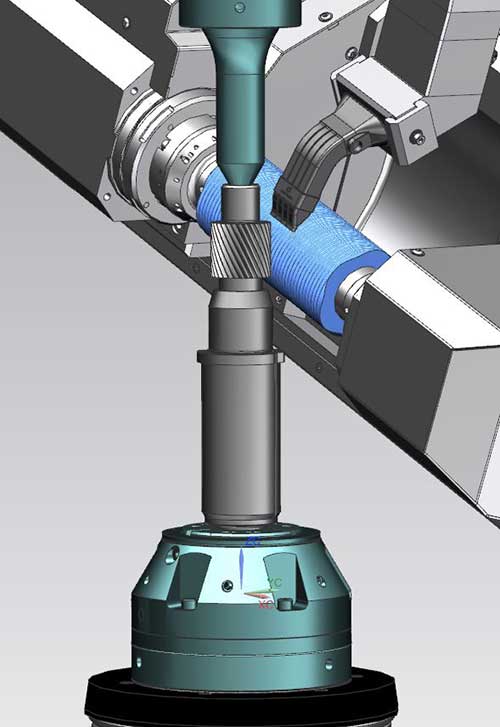
Fig 2: Workpiece “car”: Tip diameter: 49.5 mm; module: 1.33 mm; number of teeth: 31, face width: 44 mm
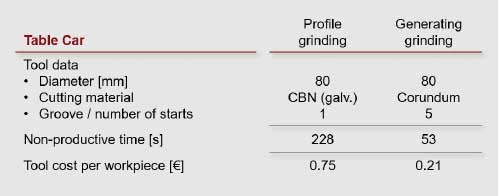
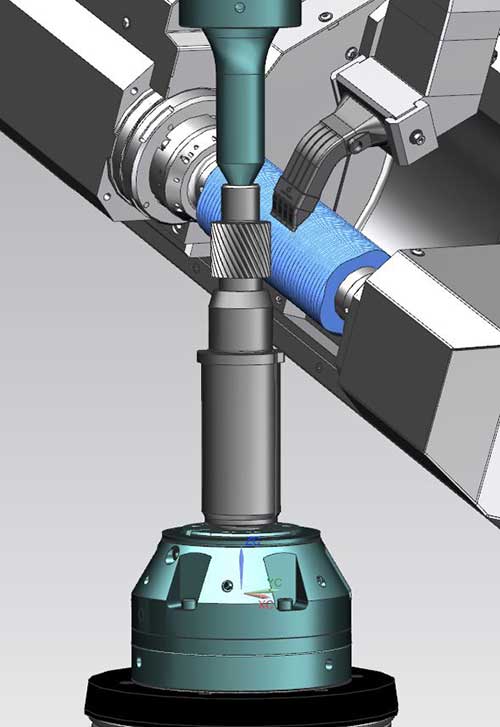
Fig 1: Workpiece “bike”: Tip diameter: 11.8 mm; module: 0.72 mm, number of teeth: 13, face width: 12 mm
• An additional issue is the surface roughness. With a standard tool, values of an average roughness depth Rz = 2.5 – 3 micrometers can be reliably achieved with continuous generating grinding. For higher requirements, KAPP NILES offers tool sets that have two different zones: one featuring standard grit and another designed for fine or polishing grinding, depending on the surface requirements. This allows for roughness values of Rz < 1 micrometer. The significantly increased contact ratio of the tooth flanks boosts the maximum load capacity of the gear. Another advantage of this process is that it can be integrated into automated process chains with “one-piece-flow”, which has not been possible with vibratory finishing used so far.
Extensive expertise and state-of-the-art solutions are required for the production of e-gearboxes that offer more than the technical standard of gearboxes used in conventional combustion engines. This involves challenges but also creates great opportunities for manufacturers who have mastered the deployment of the latest production methods. Generating grinding using small tools is one of the building blocks. Today, KAPP NILES offers a wide range of solutions far beyond conventional machine tool manufacturing. Process monitoring, part tracing and in-line quality assurance are increasingly becoming an integral part of modern manufacturing systems. This means that even manufacturers in high-wage locations can prevail in international competition. Especially in times when the industry has become painfully aware of the vulnerability of globalized manufacturing, this is a huge opportunity to counter cost pressures.
The authors are Graduate physicist Martin Witzsch, freelance journalist on behalf of KAPP NILES, and Ralf Dremel, Technical Product Manager at KAPP NILES






