Hobs can come in broadly two types: the bore type which is mounted on the arbor; and the other shank type which is clamped between spindle and the counter bearing. The shank type hobs were introduced to get better runout on the hob when mounted, and it can be set quickly thereby reducing the setup time.
Errors in manufacturing the hob, and in mounting it onto the machine are very important in terms of accuracy that is attainable on the work piece.
In particular, hob runout during manufacturing directly influences the quality of the profile.
New machines come with an attachment for setting up the hob on the arbor outside the machine. The base could be suitable for SK40 or SK50 or HSK63A taper identical to what is available on the machine spindle.
At the other end, there is tailstock center.
However, it is necessary when in use, to timely verify and validate the co-axiality of its base with respect to the top center. Otherwise, it is likely to develop error on the trueness of the hob when checked on the gear hobbing machine.
It is unlikely at times that the hob found true in arbor on attachment outside the machine will also be true to the same extent on the machine. This is because the center line of hob, the spindle, and the counter bearing may not be co-axial as it should be.
The most trusted measurement of trueness can be obtained by checking the hob arbor assembly on bench center for trueness of hob on the hubs.
Moreover, the measurement readings of trueness must tally on the machine at the same points on the hubs. When you achieve this, you be rest assured for expected profile quality.
Hob arbors are manufactured with an accuracy assured by machining it with reference to the centers at the end. All geometrical accuracies can be found within 0.004 mm when checked on good quality bench center.
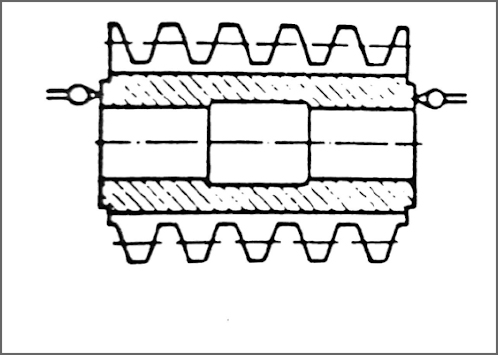
Usually, spacers of appropriate sizes are used adjoining the hob, the bore type, on hob arbor. These spacers must have parallelism within 0.002 mm. Its bore size slightly larger by ~ 0.030 mm. Spacers must have outer diameters equal to hub diameters or less by 1 mm. This will help to check the hub trueness by dial indicator. The dial indicator, with least count of 0.001mm, must be used and have stylus type pointer. If planned properly on CAD, there can be one spacer on each of hob of required width.
An important common observation to mention here is that the machine operator or setter ignores to check the hub trueness on the other side, that is supposedly unreachable i.e. on the spindle side.
Hob runout may be due to errors in construction of the hob itself. More often than not, they are the result of the hob being incorrectly mounted on the machine.
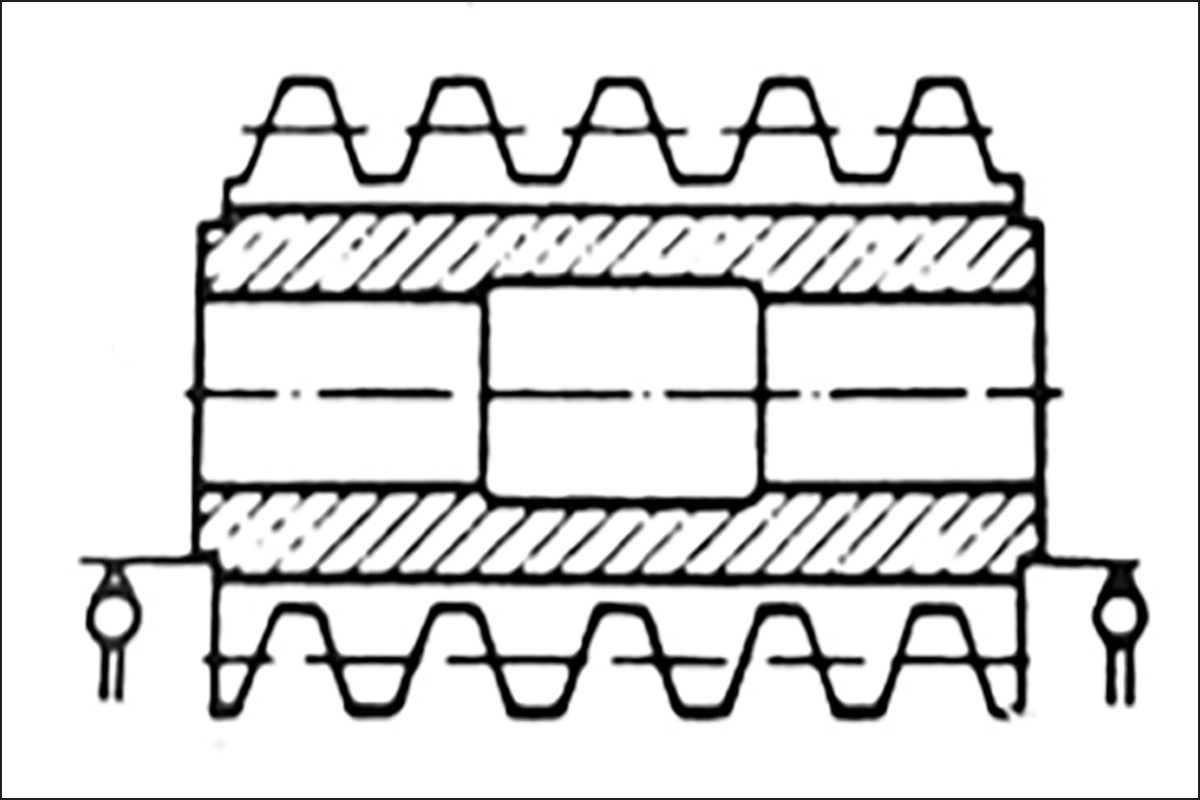
Most hobs have ground proof diameters, or hubs, on both ends. All hob geometric characteristics are referenced to proof diameters.
These diameters help operators mount and true a hob on the hobbing machine precisely. Excessive hub runout causes gear profile error.
There are three different types of error:
Uniform runout on the whole hob: This is when the hob axis and the axis of rotation are parallel, but they do not coincide.
Runout at the two extremities of the hob: This occurs when the two axes (of the hob and of rotation) are not parallel, and they intersect half the way up the hob.
Runout at just one of the extremities of the hob: This is generated by two non-parallel axes which intersect at an extremity of the hob.
In the case of a), the tooth tips are parallel to the hob axis. The gear tooth which is generated has larger or smaller chordal tooth thickness in its different sections in relation to the theoretical measurements. Thus, the profile generated has a sinusoidal shaper and the two sinusoids are offset by 180˚ as shown in the figure given below.
In cases b) and c), the inclination of the hob teeth continuously varies since their axes follows the sinusoidal form. Thus, while in rotation, the pressure angle varies, like it increases on one flank and decreases on another.
With this mounted condition of hob, a profile error is generated but there are two sinusoids phased together. This means that the tooth thickness is correct in all sections but it is as if the tooth were distorted.
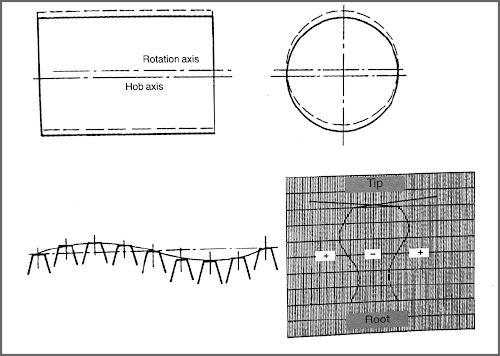
Case A
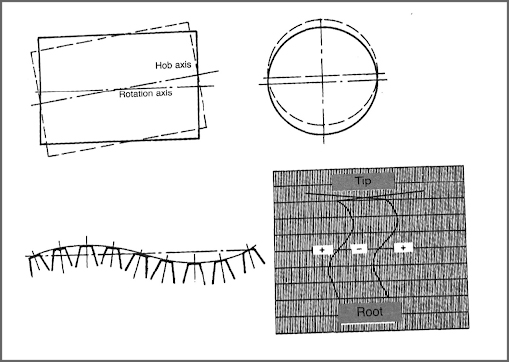
Case B & C
The hob must be positioned correctly in the machine if it is to properly function, i.e. completely, exploited.
Often, hobs may be found in workshops which have teeth at the extremities that have not worked. This means that there have been losses in terms of overall hob performance and the cost of the gear produced increases.
This happens when the hob is not located in the machine with its active face width positioned correctly within the shifting range available in the machine.
It is mandatory to position the hob with the help of hob centering device within the limits of hob shifting stroke available in the machine.
Furthermore, it is better to verify that the coordinates of end extremities fall within the Y axis stroke that is the shifting range of the machine.
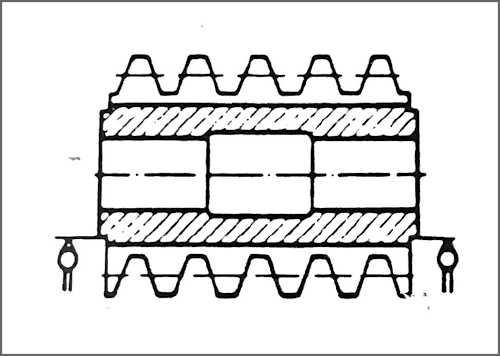
Hub OD Truing
Hub Face Truing
The procedure below shows how to true the hob, bore type, and ensure it on the machine.
With this, productivity improves by saving the hob setup change time on the machine.
Ultimately, we have to ensure that the requisite trueness of hob is obtained and retained through the production cycle. Periodic inspection of part profile quality in a long production run will give confidence on rigidity of setup of hob on the machine.

Vishwajit Kothari
CEO,Cyber Gears.
www.cybergears.in
Former Head, Sales & Marketing, Premier Ltd. He has 32 years of experience and knowledge in Machine Tools, Machining Processes, Application Engineering, Tooling and Workholding fixtures.






